Содержание
Электротехнические стали. Марки, свойства и области применения
Содержание страницы
- 1. Группы ЭТС
- 2. Удельные показатели магнитных свойств анизотропной тонколистовой стали
- 3. Магнитные свойства изотропной тонколистовой стали
- 4. Магнитные свойства тончайшей ленты из анизотропной ЭТС
- 5. Значения магнитной индукции и проницаемости для релейных сталей
- 6. Механические свойства1 тонколистовых изотропных и анизотропных ЭТС
- 7. Число перегибов (не менее)1 тонких листов и лент из ЭТС
- 8. Зарубежные ЭТС, близкие к отечественным
Электротехнические стали (ЭТС) – класс ферромагнитных материалов, применяющихся для изготовления магнитно-активных частей электромашин и приборов, вырабатывающих и преобразующих электрическую энергию: генераторов, трансформаторов, электродвигателей, реле, электромагнитов. По способу изготовления ЭТС делятся на горячекатаные и холоднокатаные. Несмотря на то что химический состав ЭТС обычно не нормируется, они распределяются на группы в зависимости от массовой доли главного легирующего элемента (кремний или кремний совместно с алюминием), как это показано в табл. 1.
1.
Стали могут изготовляться с незащищённой металлической поверхностью или иметь электроизоляционное покрытие. Термостойкость обозначается в марке буквой Т, улучшение штампуемости – буквой Ш, нетермостойкое покрытие – буквой Н. Если для листовой стали проводился контроль внутренних дефектов, то добавляется буква У.
Обозначение марки стали состоит из четырёх- пяти цифр с возможным добавлением одной-двух букв.
Первая цифра означает класс по структурному состоянию и виду прокатки:
- 1 – горячекатаная изотропная,
- 2 – холоднокатаная изотропная,
- 3 – холоднокатаная анизотропная.
Вторая цифра – группа стали по содержанию кремния (см. табл. 1).
Третья цифра – вид стали по основным нормируемым характеристикам магнитных свойств.
- при цифре 0 – это величина удельных магнитных потерь при частоте тока в 50 Гц и индукции 1,7 Тл, а также индукция при напряжённости поля 100 А/м;
- при цифре 1 – величина удельных магнитных потерь при частоте тока в 50 Гц и индукции 1 и 1,5 Тл, а также индукция при напряжённости поля 2500 А/м;
- при цифре 2 – величина удельных магнитных потерь при частоте тока от 200 Гц и индукции 0,75, 1 и 1,5 Тл;
- при цифре 6 – величина индукции в слабых полях при напряжённости поля 0,4 А/м;
- при цифре 7 – величина индукции в сильных полях при напряжённости поля 10 А/м;
- цифра 8 характеризует релейные стали.

Таким образом, первые три цифры определяют тип стали. Для всех сталей, кроме релейных, четвёртая (последняя) цифра означает уровень основных нормируемых характеристик: 1 – нормальный, 2 – повышенный, 3 – высокий, 4 и более – высшие уровни.
Для релейных сталей четвёртая и пятая цифры задают величину их характеристики (значение коэрцитивной силы в А/м).
По сортаменту и видам продукции ЭТС подразделяются следующим образом:
- для электромашин промышленной частоты тока (трансформаторы, генераторы, электродвигатели) они выпускаются в виде рулонов, листов и резаных лент;
- для аппаратов, работающих при повышенных частотах тока, – в виде лент;
- для магнитопроводов машин и приборов, работающих в режиме включение – отключение (реле, пускатели, электромагниты), – в виде листов, рулонов, лент и профилей из релейных сталей.
Ниже (табл. 2–5) приводятся основные показатели магнитных свойств (удельные магнитные потери, индукция и её разброс) ЭТС различных типов. Здесь и далее частота задаётся в герцах, магнитная индукция – в теслах. Таким образом, например, Р1,5/50 означает величину удельных магнитных потерь в Вт/кг при магнитной индукции, равной 1,5 Тл, и частоте тока 50 Гц.
Здесь и далее частота задаётся в герцах, магнитная индукция – в теслах. Таким образом, например, Р1,5/50 означает величину удельных магнитных потерь в Вт/кг при магнитной индукции, равной 1,5 Тл, и частоте тока 50 Гц.
Для релейных сталей содержание основных элементов обычно не должно превышать: 0,04% углерода; 0,3% кремния; 0,3% марганца.
В настоящий момент производятся 20 марок таких сталей, их магнитные свойства должны соответствовать нормам, приведённым в табл. 5.
Таблица 1.
1. Группы ЭТС
| Номер группы | 0 | 1 | 2 | 3 | 4 | 5 |
| Наименование группы | Нелеги- рованная | Низко- легированная | Слабо- легированная | Средне- легированная | Повышенно- легированная | Высоко- легированная |
| Si+Al, % | ≤0,5 | 0,5-0,8 | 0,8-2,1 | 1,8-2,8 | 2,5-3,8 | 3,8-4,8 |
| γ, кг/м3 | 7820 | 7800 | 7750 | 7700 | 7600 | 7550 |
| ρ, нОм·м | 140 | 170 | 250 | 400 | 500 | 600 |
Таблица 2.
2. Удельные показатели магнитных свойств анизотропной тонколистовой стали
| Марка стали | Толщина, мм | Р1/50 | Р1,5/50 | Р1,7/50 | В, Тл, при Н, | А/м, | не менее |
| Вт/кг, не более | 100 | 2500 | |||||
| 3311 3311 | 0,8 0,7 | 4,0 3,8 | — — | — — | — — | 1,75 1,75 | |
| 3411 | 0,5 | — | 2,45 | — | — | 1,75 | |
| 3412 | — | 2,00 | — | — | 1,80 | ||
| 3413 | — | 1,75 | — | — | 1,85 | ||
| 3414 | — | 1,50 | — | — | 1,88 | ||
| 3411 | 0,35 | — | 1,75 | — | — | 1,75 | |
| 3412 | — | 1,50 | — | — | 1,80 | ||
| 3413 | — | 1,30 | — | — | 1,85 | ||
| 3404 | — | — | 1,60 | 1,60 | — | ||
| 3405 | — | — | 1,50 | 1,61 | — | ||
| 3406 | — | — | 1,43 | 1,62 | — | ||
| 3407 | — | — | 1,36 | 1,72 | — | ||
| 3408 | — | — | 1,30 | 1,74 | — | ||
| 3409 | — | — | 1,24 | 1,74 | — | ||
| 3412 | 0,3 | — | 1,30 | — | — | 1,80 | |
| 3413 | — | 1,19 | — | — | 1,85 | ||
| 3404 | — | — | 1,50 | 1,60 | — | ||
| 3405 | — | — | 1,40 | 1,61 | — | ||
| 3406 | — | — | 1,33 | 1,62 | — | ||
| 3407 | — | — | 1,26 | 1,72 | — | ||
| 3408 | — | — | 1,20 | 1,74 | — | ||
| 3409 | — | — | 1,14 | 1,74 | — | ||
| 3413 | 0,27 | — | 1,15 | — | — | 1,85 | |
| 3405 | — | — | 1,38 | 1,61 | — | ||
| 3406 | — | — | 1,27 | 1,62 | — | ||
| 3407 | — | — | 1,20 | 1,72 | — | ||
| 3408 | — | — | 1,14 | 1,74 | — | ||
| 3409 | — | — | 1,08 | 1,74 | — | ||
Таблица 3.
3. Магнитные свойства изотропной тонколистовой стали
| Марка стали | Толщина, мм | Р1,5/50, Вт/кг, не более | В2500, Тл, не менее | ΔВ2500, Тл, не более |
| 2421 | 0,27 | Р1/400 ≤19,5 | 1,47 | 0,16 |
| 2431 | 0,35 | 2,5 | 1,50 | 0,16 |
| 2412 | 2,7 | 1,50 | ||
| 2411 | 3,0 | 1,50 | ||
| 2414 | 0,5 | 2,7 | 1,49 | 0,16 |
| 2413 | 2,9 | 1,50 | ||
| 2412 | 3,1 | 1,50 | ||
| 2411 | 3,6 | 1,49 | ||
| 2312 | 3,8 | 1,58 | ||
| 2216 | 4,0 | 1,60 | 0,13 | |
| 2215 | 4,5 | 1,64 | ||
| 2214 | 4,8 | 1,62 | ||
| 2213 | 5,0 | 1,65 | ||
| 2212 | 5,0 | 1,60 | ||
| 2211 | 5,5 | 1,56 | ||
| 2112 | 6,0 | 1,62 | ||
| 2111 | 7,0 | 1,60 | ||
| 2013 | 6,5 | 1,65 | ||
| 2012 | 7,0 | 1,62 | ||
| 2011 | 8,0 | 1,60 |
Таблица 4.
4. Магнитные свойства тончайшей ленты из анизотропной ЭТС
| Марка стали | Толщина, мм | Р1,5/400 | Р1/1000 | Нс, А/м, не более | В, Тл, при Н, А/м, не менее | |||||
| Вт/кг, не более | 40 | 80 | 200 | 400 | 1000 | 2500 | ||||
| 3421 | 0,15 0,08 0,05 | 23 22 — | — — 24 | 0,34 0,36 0,40 | 0,50 0,40 0,40 | 0,80 0,75 0,75 | 1,10 1,10 1,10 | 1,30 1,25 1,25 | 1,45 1,45 1,45 | 1,70 1,70 1,70 |
| 3422 | 0,15 0,08 0,05 | 20 19 — | — — 24 | 0,32 0,32 — | 0,60 0,55 0,55 | 0,95 0,90 0,90 | 1,25 1,25 1,25 | 1,40 1,35 1,35 | 1,55 1,55 1,55 | 1,75 1,75 1,75 |
| 3423 | 0,15 0,08 0,05 | 19 17 — | — — 22 | 0,26 0,28 — | 0,80 0,80 0,80 | 1,10 1,05 1,05 | 1,40 1,40 1,40 | 1,55 1,50 1,50 | 1,65 1,65 1,65 | 1,82 1,82 1,82 |
| 3424 | 0,15 0,08 0,05 | 18 16 — | — — 22 | — — — | 0,80 0,80 0,80 | 1,10 1,10 1,10 | 1,40 1,40 1,40 | 1,55 1,55 1,55 | 1,65 1,65 1,65 | 1,82 1,82 1,82 |
| 3425 | 0,15 0,08 0,05 | 17 15 — | — — 20 | — — — | 1,10 1,05 1,05 | 1,35 1,30 1,30 | 1,50 1,50 1,50 | 1,65 1,65 1,65 | 1,75 1,75 1,75 | 1,82 1,82 1,82 |
Таблица 5.
5. Значения магнитной индукции и проницаемости для релейных сталей
| Марка стали | Толщина листа, мм | Коэрцитивная сила, Нс, А/м, не более | Максимальная магнитная проницаемость, μ, мГн/м | Магнитная индукция, В, Тл, при напряженности магнитного поля, Н, А/м | |||||
| 500 | 1000 | 2500 | 5000 | 10000 | 30000 | ||||
| не менее | |||||||||
| 10895 20895 11895 21895 | 0,1-3,9 | 95,0 | 3,8 | 1,38 | 1,50 | 1,62 | 1,71 | 1,81 | 2,05 |
| 10880 20880 11880 21880 | 0,1-3,9 | 80,0 | 5,0 | ||||||
| 10860 20860 11860 21860 | 0,1-3,9 | 60,0 | 5,6 | ||||||
| 10848 20848 11848 21848 | 0,7-3,9 | 48,0 | 6,0 | ||||||
| 10832 20832 11832 21832 | 0,7-3,9 | 32,0 | 6,3 | ||||||
Механические свойства ЭТС существенно влияют на их способность к обработке (штамповке, обточке, прокатке) и на себестоимость изделия.
Должен быть обеспечен определённый запас пластичности, чтобы предотвратить поломку пластин и лент магнитопроводов при вырезке, сборке и навивке. В табл. 6 и 7 приведены сведения о механических характеристиках и необходимом числе перегибов для листов и лент основных ЭТС.
Таблица 6.
6. Механические свойства
1 тонколистовых изотропных и анизотропных ЭТС
| Марки | σв, Н/мм2 | σ, % | HV 2 |
| Изотропные стали |
| ||
| 2011-2013 2111, 2112 2211-2216 2312 2411-2414 | 290-490 300-450 300-450 330-470 370-600 | 15-35 20-35 20-35 20-35 15-30 | 120-160 110-145 120-145 120-160 140-210 |
| Анизотропные стали | |||
| 3311 | 280-335 335-380 | 10-16 35-50 | 140-160 |
| 3411-3414 | 295-345 345-390 | 9-15 30-50 | 145-170 |
| 3404-3406 | 295-345 345-390 | 9-15 30-50 | 145-175 |
| 3407-3409 | 290-340 360-395 | 10-14 40-50 | 145-175 |
1 В числителе – вдоль прокатки, в знаменателе – поперёк прокатки.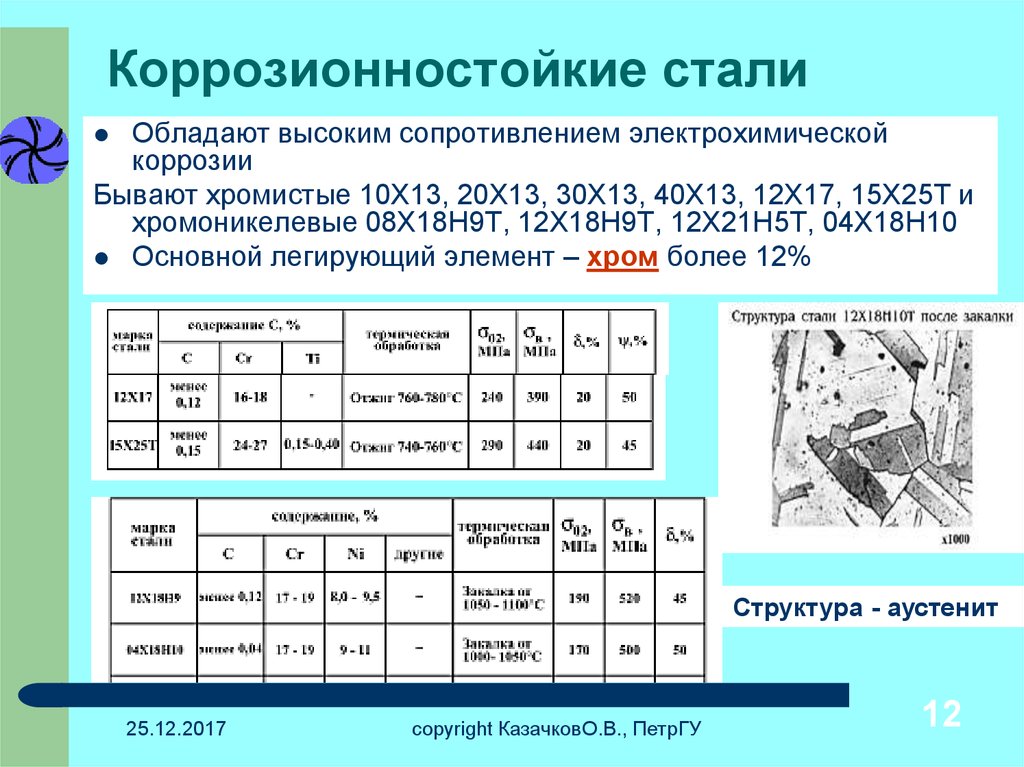 2 При нагрузке 50 Н. | |||
Таблица 7.
7. Число перегибов (не менее)
1 тонких листов и лент из ЭТС
| Анизотропные стали | Изотропные стали | Анизотропная тончайшая лента 2 | |||||
| Толщина, мм | Число перегибов | Марки стали | Число перегибов при толщине, мм | Толщина, мм | Число перегибов | ||
| 0,27 | 0,35 | 0,50 | |||||
| 0,27 0,30 0,35 0,50 0,80 | 4(1) 4(1) 3(1) 2(1) (1) | 2111, 2112 2211, 2212 2311, 2312 2411–2413 2421 | — — — — 3(1) | — — — 3(2) — | 10(3) 10(2) 7(2) 3(1) — | 0,05 0,08 0,15 — — | 5(2) 5(2) 5(2) — — |
1 В скобках – минимальное число для каждого образца. 2 Из ЭТС марок 3421–3425. Примечание . Число перегибов – среднее арифметическое на основе испытаний четырёх образцов. | |||||||
Отметим, что для каждой группы анизотропных сталей требуемое число перегибов зависит лишь от толщины листа.
Что касается релейных сталей, то они должны иметь при испытаниях на растяжение σв≥270 Н/мм2,
δ ≥ 24% , Ψ ≥ 60% , а твёрдость НВ ≤ 131.
Таблица 8.
8. Зарубежные ЭТС, близкие к отечественным
| Марка | Страна | НД |
| 2011 | Россия | ГОСТ |
| M 890-50 D Fe V 890-50 HD 50 A 800 | Германия Франция Япония | DIN; EN AFNOR NF JIS |
| 2012 | Россия | ГОСТ |
| M 660-50 D Fe V 660-50 HD | Германия Франция | DIN; EN AFNOR NF |
| 2013 | Россия | ГОСТ |
| S2 | США | ASTM |
| 2111 | Россия | ГОСТ |
| M 700-50 A 47 F 450 50 A 700 | Германия США Япония | DIN; EN ASTM JIS |
| 2112 | Россия | ГОСТ |
| M 600-50 A Fe V 600-50 HA | Германия Франция | DIN; EN AFNOR NF |
| 2215 | Россия | ГОСТ |
| M 470-50 A Fe V 470-50 HA | Германия Франция | DIN AFNOR NF |
| 2216 | Россия | ГОСТ |
| 400 M 400-50 A 47 F 230 | Великобритания Германия США | B. S. S.DIN ASTM |
| 2411 | Россия | ГОСТ |
| 300; 355 M 350-50 A 47 F 205 | Великобритания Германия США | B.S. DIN; EN ASTM |
| 2412 | Россия | ГОСТ |
| 280 M 310-50 A 47 F 174 | Великобритания Германия США | B.S. DIN; EN ASTM |
| 2413 | Россия | ГОСТ |
| M 290-50 A 47 F 168 | Германия США | DIN; EN ASTM |
| 3404 | Россия | ГОСТ |
| Fe M 150-30 N M 111-35 N | Франция Евронормы | AFNOR NF EN |
| 3405 | Россия | ГОСТ |
| M 140-30 S 30 G 140 | Германия Япония | DIN; EN JIS |
| 3406 | Россия | ГОСТ |
| 27 H 076 | США | ASTM |
Просмотров: 6 212
Марки электротехнической стали | Трансформаторы
- трансформатор
- справка
Марка стали | Класс | Содержание | Группа |
1211 (Э11) |
|
|
|
1212 (Э12) |
| 0,8–1,8 |
|
1213 (Э13) |
|
|
|
1311 (Э21) |
|
|
|
1312 (Э22) |
| 1,8–2,8 |
|
1313 |
|
|
|
1411 (Э31) |
|
| 1 |
1412 (Э32) |
| 2,8–3,8 |
|
1413 (Э33) | 1 |
|
|
1511 (Э41) |
|
|
|
1512 (Э42) |
|
|
|
1513 (Э43) |
|
|
|
1514 (Э43А) |
|
|
|
1521 (Э44) |
| 3,8–4,8 | 2 |
1561 (Э45) |
|
|
|
1562 (Э46) |
|
| 6 |
1571 (Э47) |
|
|
|
1572 (Э48) |
|
| 7 |
2011 |
|
|
|
2012 |
|
|
|
2013 |
| до 0,4 |
|
2111 |
|
|
|
2112 |
| 0,4–0,8 |
|
2211 (Э1300) |
|
|
|
2212 |
| 0,8–1,8 | 1 |
2311 |
|
|
|
2312 |
| 1,8–2,8 |
|
2411 (Э3100) | 2 |
|
|
2412 |
| 2,8–3,8 |
|
3411 (Э310) |
|
|
|
3412 (Э320) |
|
|
|
3413 (ЭЭ30) |
|
|
|
3414 (Э330А) |
| 2,8–3,8 |
|
3404 |
|
|
|
3405 |
|
| 0 |
3406 |
|
|
|
Примечания: В обозначении марки цифры стали означают: первая – класс по структурному состоянию и виду прокатки; вторая – содержание кремния; третья – группу стали по основной нормированной характеристике. Вместе первые три цифры в обозначении марки означают тип стали; четвертая – порядковый номер типа стали.
Вместе первые три цифры в обозначении марки означают тип стали; четвертая – порядковый номер типа стали.
В скобках дано ранее установленное обозначение марки стали.
- Назад
- Вперед
- Вы здесь:
- Главная
- Инфо
- Трансформаторы
- Главная изоляция обмоток силовых трансформаторов
Читать также:
- Ремонт магнитопровода силового трансформатора
- Обозначения типов трансформаторов
- Ремонт обмоток силовых трансформаторов
- РНОА переключающие устройства
- Автотрансформатор
Электротехническая сталь
: свойства, типы и применение
Электротехническая сталь
— это магнитомягкий материал с улучшенными электрическими свойствами, который широко используется в таких приложениях, как небольшие реле, соленоиды, электродвигатели, генераторы и многие другие электромагнитные устройства. Электротехническая сталь также называется кремнистой сталью, трансформаторной сталью или ламинированной сталью. Он используется в основном в системах распределения электроэнергии и в автомобильной промышленности [1].
Электротехническая сталь также называется кремнистой сталью, трансформаторной сталью или ламинированной сталью. Он используется в основном в системах распределения электроэнергии и в автомобильной промышленности [1].
Что такое электротехническая сталь?
Электротехническая сталь представляет собой ферромагнитный материал, состоящий из железа, который содержит различное количество кремния (Si) в диапазоне от 1% до 6,5%. Разработка электротехнических сталей была вызвана тем, что для электрических устройств требовались стали, которые могут уменьшить рассеивание тепла, что приводит к потерям энергии. Было обнаружено, что железо является наиболее экономически выгодным вариантом, но его примеси не являются оптимальными. Было обнаружено, что добавление кремния увеличивает удельное сопротивление, улучшает проницаемость и уменьшает гистерезисные потери. Наиболее широко используемая коммерчески доступная электротехническая сталь содержит около 3,25% Si, поскольку более высокое содержание кремния делает полученный материал слишком хрупким для холодной прокатки. Наиболее улучшенными магнитными и электрическими свойствами обладает электротехническая сталь с 6,5 % Si, но для преодоления ее хрупкости и ограниченной пластичности требуются дополнительные термомеханические процессы [1][2].
Наиболее улучшенными магнитными и электрическими свойствами обладает электротехническая сталь с 6,5 % Si, но для преодоления ее хрупкости и ограниченной пластичности требуются дополнительные термомеханические процессы [1][2].
Свойства электротехнической стали
Добавление кремния в железо значительно улучшает физические свойства электротехнической стали. Электротехнические стали обладают следующими желательными свойствами для производства, распределения и потребления электроэнергии:
- Высокая проницаемость — повышенная способность поддерживать магнитные поля
- Низкая магнитострикция – низкая склонность к расширению или сжатию в магнитных полях
- Высокое удельное электрическое сопротивление — уменьшает потери в сердечнике за счет уменьшения составляющей вихревых токов
- Уменьшенные потери на гистерезис — низкие потери на гистерезис означают меньше потерь энергии в виде тепла от переменной силы намагничивания [2]
Типы электротехнической стали
Нетекстурированная, полностью обработанная электротехническая сталь
Нетекстурированная, полностью обработанная электротехническая сталь имеет различные уровни содержания кремния в диапазоне от 0,5% до 3,25% Si. Он имеет одинаковые магнитные свойства во всех направлениях. Этот тип электротехнической стали не требует процессов рекристаллизации для развития своих свойств. Марки сплава с низким содержанием кремния обеспечивают лучшую магнитную проницаемость и теплопроводность. Для высоколегированных марок ожидается лучшая производительность на высоких частотах с очень низкими потерями. Этот тип отлично подходит для магнитных цепей в двигателях, трансформаторах и корпусах электрических систем. Этот полностью обработанный тип затрудняет штамповку из-за завершенного процесса отжига. Органические покрытия добавляются для улучшения смазки в процессе штамповки [1].
Он имеет одинаковые магнитные свойства во всех направлениях. Этот тип электротехнической стали не требует процессов рекристаллизации для развития своих свойств. Марки сплава с низким содержанием кремния обеспечивают лучшую магнитную проницаемость и теплопроводность. Для высоколегированных марок ожидается лучшая производительность на высоких частотах с очень низкими потерями. Этот тип отлично подходит для магнитных цепей в двигателях, трансформаторах и корпусах электрических систем. Этот полностью обработанный тип затрудняет штамповку из-за завершенного процесса отжига. Органические покрытия добавляются для улучшения смазки в процессе штамповки [1].
Нетекстурированная электротехническая сталь-полуфабрикат
Нетекстурированная электротехническая сталь-полуфабрикат представляет собой в основном нелегированную кремнием сталь и отжигается при низких температурах после окончательной холодной прокатки. Однако конечный пользователь должен обеспечить окончательный отжиг для снятия напряжений в соответствии с предполагаемым применением стали. Пробиваемость этого типа электротехнической стали лучше, чем у неориентированной полностью обработанной стали, поэтому органические покрытия не требуются. Неориентированные полуобработанные марки являются хорошими материалами сердечника для небольших роторов, статоров и небольших силовых трансформаторов [3].
Текстурированная электротехническая сталь
Текстурированные электротехнические стали состоят из железа с 3% содержанием Si, зерна которого ориентированы для обеспечения высокой проницаемости и низких потерь энергии. Зерноориентированные марки обладают сильными кристаллографическими свойствами. Этот тип подвергается процессу рекристаллизации, в результате чего улучшается зернистая структура, которая проявляет лучшие магнитные свойства в направлении прокатки листа. Стали с ориентированным зерном в основном используются для невращающихся устройств, таких как трансформаторы [4].
Производство электротехнической стали
Электротехническая сталь обычно разливается непрерывно или плавится в кислородных печах. Затем они проходят горячую прокатку по линии отжига и удаления окалины, где с поверхности удаляются грязь и окалина. После этого они проходят холодную обжатие, при котором толщина стали уменьшается и корректируется в соответствии со спецификациями конечного пользователя. Впоследствии содержание углерода в стали снижается обезуглероживающим отжигом, при котором стальной валок нагревается в смеси водорода, азота и водяного пара. Другие загрязняющие вещества, такие как сера, также удаляются в этом процессе, в результате чего материал становится менее хрупким. Для стали с ориентированным зерном рулон подвергается высокотемпературному отжигу рулона (HTCA) при температуре около 1100 °C для достижения требуемых магнитных свойств и роста зерна [5].
Затем они проходят горячую прокатку по линии отжига и удаления окалины, где с поверхности удаляются грязь и окалина. После этого они проходят холодную обжатие, при котором толщина стали уменьшается и корректируется в соответствии со спецификациями конечного пользователя. Впоследствии содержание углерода в стали снижается обезуглероживающим отжигом, при котором стальной валок нагревается в смеси водорода, азота и водяного пара. Другие загрязняющие вещества, такие как сера, также удаляются в этом процессе, в результате чего материал становится менее хрупким. Для стали с ориентированным зерном рулон подвергается высокотемпературному отжигу рулона (HTCA) при температуре около 1100 °C для достижения требуемых магнитных свойств и роста зерна [5].
Для чего используется электротехническая сталь?
Электротехнические стали, обладающие превосходными магнитными характеристиками, имеют жизненно важное значение во многих электрических системах. Ниже приведены некоторые области применения, в которых используются сердечники из электротехнической стали [6]:
Вращающиеся машины:
- Приводные двигатели электромобилей
- Герметичные двигатели
- Двигатели переменного тока (AC)
- Двигатели периодического действия
Статические машины:
- Силовые и распределительные трансформаторы
- Реакторы и магнитные усилители
- Сварочные трансформаторы
- Аудиотрансформаторы
- Трансформаторы тока
- Магнитные переключатели и реле
- Электрический балласт
[1] A. Goldman, Handbook of Modern Ferro Magnetic Materials, Boston: Springer Science & Media, 1999
Goldman, Handbook of Modern Ferro Magnetic Materials, Boston: Springer Science & Media, 1999
[2] T. Ros-Yanez, Y. Houbaert, O. Fischer, J. Schneider, «Production высококремнистой стали электротехнического назначения методом термомеханической обработки» Журнал технологии обработки материалов , вып. 143-144, Dec., pp. 916-921, 2003.
[3] «Электросталь», TATASTEEL , n.d. [В сети] Доступно: https://www.tatasteeleurope.com/en/products/engineering/electrical-steel [Проверено 29 августа 2019 г.]
[4] Д. Раабе, «Электрические стали — железо-кремниевые трансформаторные стали» », н.д. [Онлайн]. Доступно: http://www.dierk-raabe.com/electrical-steels-fe-3-si/ [Проверено 29 августа 2019 г.]
[5] В. Л. Беммер, «Свойства электротехнических сталей и их покрытий, Докторская диссертация, Кардиффский университет, Кардифф, Уэльс, 2013 г.
[6] «Электростальные листы», JFE Steel Corp , n.d. [В сети] Доступно: https://www.jfe-steel. co.jp/en/products/electrical/catalog/f1e-001.pdf [Проверено 29 августа 2019 г.]
co.jp/en/products/electrical/catalog/f1e-001.pdf [Проверено 29 августа 2019 г.]
Электротехническая сталь — Mapes and Sprowl
Электротехническая сталь
Mapes & Sprowl Steel является поставщиком электротехнической стали с полным спектром услуг, специализирующейся на производстве ориентированной на зерно (GO), не ориентированной на зерно (NGO) и холоднокатаной моторной ламинации (CRML). Мы также предлагаем тонкие марки с низкими потерями для специальных применений с технической поддержкой, чтобы лучше понять потребности клиентов и рекомендовать наиболее экономичные материалы для предполагаемых применений. Наш инженерный отдел может предложить обширную характеристику материалов в форме Эпштейна или кольца.
Некоторые из наших внутренних возможностей инженерно-технической поддержки включают:
- Тестирование Эпштейна.
- ASTM A717, измерение Франклина.
- Обзор и поддержка выбора материалов.
- Специализированные испытания однофазных и трехфазных жил.
- Измерение толщины покрытия с использованием технологии обратного рассеяния Fischer Beta. Мы также сохраняем систему измерения покрытия типа Eddy.
Покрытие

Таблицы спецификаций
Руководство по выбору электротехнической стали
Спецификации материалов
Классификация межслойных изоляционных покрытий ASTM A976
Зерноориентированная сталь (GO) – ASTM A876
Это марки кремнистой электротехнической стали, обладающие магнитными свойствами, сильно ориентированными по отношению к направлению прокатки. Из-за кристаллической структуры, в которой зерна выровнены, сталь с ориентированным зерном обладает значительно лучшими магнитными свойствами в направлении прокатки. Эти марки полностью обработаны, но, как правило, подвергаются окончательному отжигу для устранения дополнительных напряжений, возникающих в процессе производства, для деталей меньшего размера или изделий с нарезкой по длине (CTL). Сталь с ориентированным зерном в основном используется в производстве трансформаторов, катушек индуктивности и других устройствах, требующих улучшенной проницаемости при высокой плотности потока и низких потерях в сердечнике.
Обычно мы предлагаем материал с ориентированным зерном с покрытием C5 по сравнению с C2, известный как качество сдвига (SQ), но мы также можем поставлять стандартные сорта GO с качеством штамповки (PQ). Дополнительные сведения о стали с ориентированным зерном (GO) см. в ASTM A876.
Мы также предлагаем сталь с низкими потерями Domain Refined Зерноориентированная сталь с механической или лазерной разметкой.
| ЗЕРНООРИЕНТИРОВАННАЯ СТАЛЬ (GO) — ASTM A876 | КАТУШКА / РАЗРЕЗНАЯ КАТУШКА | ЛИСТ |
|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЕ СОРТЫ: ДОМЕННАЯ УТОЧНЕННАЯ (DR), HiB | ТОЛЩИНА: 0,009″ — 0,011″ | ДЛИНА: 0,5–144 дюйма |
| СТАНДАРТНЫЕ МАРКИ: M2 . | ТОЛЩИНА: 0,007″ — 0,014″ | ШИРИНА: 0,75–40 дюймов |
| ИЗОЛЯЦИЯ: C-5 НА C-2 ИЛИ C-5 | ШИРИНА: 0,075–40 дюймов |
Неориентированная сталь (NGO) – ASTM A677 или ASTM A683
Это кремнистые электротехнические стали с относительно постоянными магнитными свойствами в любом направлении намагниченности в плоскости материала, обычно с низкой анизотропией магнитных характеристик. Эти материалы содержат сплав от среднего до высокого в зависимости от требований к потерям в сердечнике. Эти материалы доступны в состоянии полной обработки (FP) – ASTM A677 или полуобработанной (SP) – ASTM A683. Полностью обработанная электротехническая сталь имеет свои магнитные свойства, полностью разработанные на заводе. Полуобработанная электротехническая сталь требует окончательной термообработки, известной как отжиг для улучшения качества (QDA). Для полностью обработанного материала требуется отжиг для снятия напряжения (SRA) для достижения оптимальных магнитных характеристик.
Полуобработанная электротехническая сталь требует окончательной термообработки, известной как отжиг для улучшения качества (QDA). Для полностью обработанного материала требуется отжиг для снятия напряжения (SRA) для достижения оптимальных магнитных характеристик.
Эти марки обычно поставляются с изолирующим покрытием, нанесенным на заводе. Материал может поставляться с типами покрытий C3, C4, C5/C5A или (C6/C6A, † НЕ рекомендуется в ASTM A976) в соответствии с указаниями конечного пользователя. Дополнительные сведения об изоляционном покрытии см. в ASTM A976.
| НЕОРИЕНТИРОВАННАЯ СТАЛЬ (НГО) — ASTM A677 ИЛИ ASTM A683 | КАТУШКА / РАЗРЕЗНАЯ КАТУШКА | ЛИСТ |
|---|---|---|
| МАРКИ: M12 — M47 | ТОЛЩИНА: 0,014″ — 0,025″ | ДЛИНА: 0,5–144 дюйма |
ИЗОЛЯЦИЯ: C-0 . С-3. С-4. С-5. С-5А. (С-6/С-6А†) С-3. С-4. С-5. С-5А. (С-6/С-6А†) | ШИРИНА: 0,75–52 дюйма | ШИРИНА: 0,75–52 дюйма |
Холоднокатаное моторное ламинирование (CRML) — ASTM A726
CRML — электротехническая марка стали, содержащая небольшое количество легирующих элементов. Эти марки специально разработаны для магнитных применений, не требующих чрезвычайно низких потерь в сердечнике, или для тех применений, где не требуются магнитные характеристики электротехнической стали с высоким содержанием кремния. CRML — это более дешевый вариант материала для объемных приложений. Простота штамповки и снижение износа инструмента продлевают срок службы штампа и минимизируют затраты в течение всего срока службы инструмента. Электротехническая сталь этого класса является полуобработанной и должна пройти отжиг для улучшения качества (QDA) для достижения полных магнитных характеристик. В некоторых двигателях листы ротора могут быть поставлены в состоянии «ОТШТАМПОВАННЫЕ» или подвергнуты термообработке в цикле отжига «РОТОР». Благодаря последним достижениям в области производства стали материал CRML предлагается со сверхнизким или ультранизким содержанием углерода с улучшенной проницаемостью.
В некоторых двигателях листы ротора могут быть поставлены в состоянии «ОТШТАМПОВАННЫЕ» или подвергнуты термообработке в цикле отжига «РОТОР». Благодаря последним достижениям в области производства стали материал CRML предлагается со сверхнизким или ультранизким содержанием углерода с улучшенной проницаемостью.
Этот класс электротехнической стали не имеет изолирующего покрытия, нанесенного заводом. После отжига для улучшения качества (QDA) или отжига ротора на последней стадии отжига формируется изолирующее покрытие, обычно известное как Blue Oxide или Steam Blue с обозначением ASTM A976 C1. Этот тип покрытия с ограниченными характеристиками межслойного удельного сопротивления образуется на поверхностях и кромках пластин и в первую очередь подходит для применения в небольших двигателях и трансформаторах. Дополнительные сведения о холоднокатаном ламинировании двигателей (CRML) см. в ASTM A726.
| ХОЛОДНОКАТАНЫЙ МОТОР ЛАМИНИРОВАНИЕ (CRML) — ASTM A726 | КАТУШКА / РАЗРЕЗНАЯ КАТУШКА | ЛИСТ |
|---|---|---|
| МАРКИ: M48 — M56 | ТОЛЩИНА: 0,017″ — 0,029″ | ДЛИНА: 0,5–144 дюйма |
ИЗОЛЯЦИЯ: C-0 . Марки стали электротехнической: Марки сталей с особыми свойствами.
|