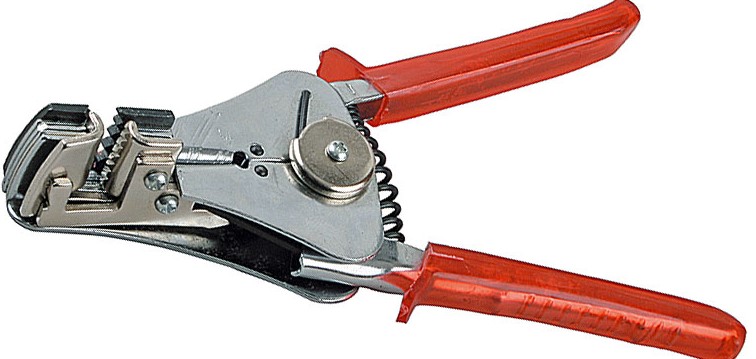
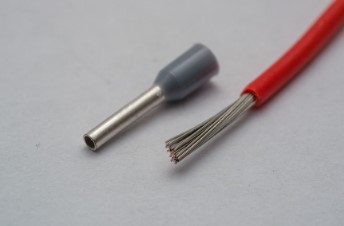
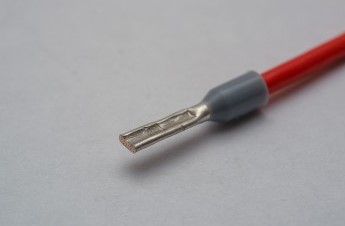
Технология оконцевания жил проводов и кабелей. Оконцевание проводов и жил кабелейОконцевание жил проводов: инструкция, особенности, ПУЭ, видеоЧтобы оконцевать жилы проводов и кабелей, необходимо использовать специальный инструмент – пресс клещи. Данный инструмент очень прост в использовании, так что, самостоятельно оконцевать провод не составит никакого труда. Важнее и сложнее правильно подобрать кабельный наконечник. Поэтому в этой статье мы решили рассказать, как выполнить оконцевание жил проводов и кабелей разного сплава, большого и маленького сечения. Зачем делать оконцевание жил проводовНа самом деле оконцевание проводов – это важный процесс, который необходимо выполнять во многих ситуациях. К примеру, вы обращали внимание на то, как присоединяется заземляющая шина к распределительному щитку? А делается все это с помощью специального наконечника. Некоторые люди вместо наконечника просто прикручивают провод болтом и считают, что они справились. В итоге изоляция начинает гореть уже через несколько недель, а через полгода может и вовсе произойти замыкание в сети. Так что, оптимально использовать наконечник, тем более цена на него совсем небольшая. Также если не проводить оконцивание жил проводов и кабелей, то может выгореть «ноль». Если это случится, то последствия понятны всем. Как оконцевать кабеляНа самом деле оконцевать провода не составит никакого труда. Достаточно взять специальный инструмент, надеть на провод наконечник и обжать прессом. Для надежности стоит сделать опресовку несколько раз, так контакты будут более надежными, а сопротивление меньше. Если у вас нет специального инструмента, не спешите его покупать. Существует еще инструмент для снятия изоляции, который практически всегда включает в себя пресс. Выглядит все следующим образом. Если отсутствуют все специальные приспособления, тогда можно немного помучаться и взять обычные пассатижи. Надеваем наконечник на провод, и с помощью пассатижей зажимаем провод несколько раз. Здесь все можно описать в два этапа:
Обратите внимание, что наконечник нужно подбирать соответствующий. Если больше – может случиться замыкание. Меньше – вы просто перекусите провод. Оконцевание проводов: видеоКакие бывают наконечникиОтдельно мы хотели вам рассказать, про виды наконечников и их основные особенности. Ведь оконцевание жил проводов – это не сложно, даже если вы используете пассатижи. Однако если вы подберете неправильно наконечник, то беды избежать не получится. Сейчас выделяют следующие виды наконечников:
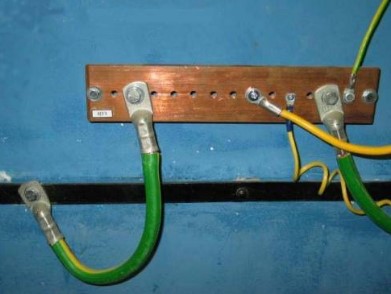
Вот мы и разобрали, с помощью, каких наконечников можно оконцевать кабель или провод самостоятельно Обратите внимание, согласно ПУЭ оконцевание проводов может осуществляться только с сечением от 0,75 мм2 до 240 мм2. Поэтому при выборе обращайте внимание на соответствующую маркировку:
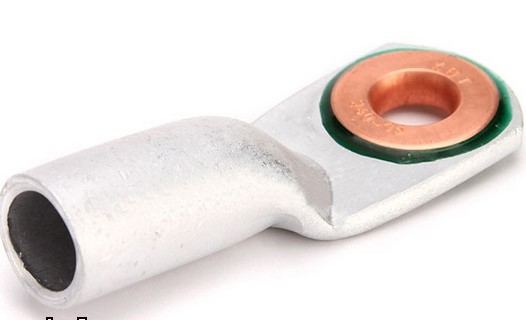
Читайте также: Технические характеристики кабеля ААШВ. vse-elektrichestvo.ru Оконцевание жил проводов и кабелей: способы, видео, требованияДля оконцевания жил проводов и кабелей используется специальный инструмент в виде пресс клещей. Самостоятельно оконцевать проводник не сложно, куда важнее правильно подобрать кабельный наконечник. Далее мы предоставим методику, которая позволит без проблем справиться с опрессовкой как многопроволочных, так и однопроволочных проводов, при этом как из алюминия, так и из меди, и в тоже время маленького и большого сечения. Важно знать  Первое, о чем хотелось бы рассказать – в чем важность оконцевания жил проводов и кабелей специальным инструментом и для чего вообще нужно обжимать проводники наконечниками. Наверняка Вы обращали внимание на то, как подсоединяется шина заземления к корпусу распределительного щитка. Желто-зеленый провод крепится с обеих сторон винтовым соединением через специальный наконечник, как показано на фото ниже. Не так давно вместо такого наконечника жила просто загибалась кольцом с помощью плоскогубцев и затягивалась винтом. Некоторые горе-электрики просто вставляли жилу между винтом и пластиной и тщательно зажимали отверткой. Делать так категорически запрещается, т.к. при таком способе оконцевания жил возрастает переходное сопротивление, в результате чего можно увидеть оплавленную изоляцию кабеля, которая может повлечь за собой короткое замыкание в проводке либо более тяжкие последствия – возникновение пожара в доме. Еще одно очень неблагоприятное последствие при неблагополучном креплении жил – отгорание нуля при высоких токовых нагрузках. О последствиях отогорания нулевого провода Вы можете узнать в соответствующей статье! Технология оконцеванияСамостоятельно оконцевать провод либо кабель специальным инструментом не представит сложностей. Нужно всего лишь взять подходящий наконечник, надеть до упора на жилу и обжать прессом. Согласно правилам ГОСТ оконцевание нужно производить не меньше, чем в двух местах, чтобы был надежный контакт и минимальное переходное сопротивление. Помимо этого следует отметить важное требование — для обжима алюминиевого проводника нужно дополнительно использовать кварце-вазелиновую смазку, которая предотвращает образование оксидной пленки, ухудшающей контакт. В домашних условиях не всегда разумно покупать дорогостоящий инструмент для опрессовки, поэтому существуют и альтернативные варианты. К примеру, существует специальный инструмент для снятия изоляции с проводов и кабелей – стриппер, конструкция которого может включать в себя пресс, как показано на фото.
Также можно обойтись без так называемых щипцов — вручную расплющить втулку молотком либо плоскогубцами, но в этом случае гарантия хорошего контакта отсутствует, поэтому лучше все же растратиться хотя бы на стриппер для надежного оконцевания жил. О том, как пользоваться стриппером, мы рассказывали в отдельной статье. Обращаем Ваше внимание на то, что если Вы решили оконцевать одножильный проводник с помощью клещей, необходимо правильно подобрать обжимную матрицу. При неправильном подборе существует большая вероятность перекусить жилу! Помимо этого существуют специальные наконечники под пайку. В этом случае оконцевание жил провода либо силового кабеля происходит в два этапа:
Видео инструкция по использованию пресса Кратко о наконечникахНу и последнее, о чем хотелось бы поговорить – с помощью каких наконечников можно оконцевать провод и кабель в домашних условиях. На сегодняшний день в промышленности и быту пользуются популярностью следующие изделия для оконцевания: Вот мы и перечислил наиболее популярные виды наконечников, позволяющих оконцевать проводник для безопасного подключения к шинам и электроприборам. Следует отметить, что сечение жилы для оконцевания согласно ПУЭ может быть от 0,75 мм2 до целых 240 мм2. При выборе наконечников обращайте внимание на их маркировку, которая выглядит следующим образом: ТМ (к примеру)-XX-YY, где:
Также читают: samelectrik.ru Опрессовка кабелей и проводовВ этой статье мы расскажем о технологии опрессовки проводов и кабелей. Смысл этого процесса заключается в соединении жил с применением соединительной гильзы. Соединение производится путем деформации пары «гильза-жила». Такой способ обеспечивает высокое качество и хорошую механическую прочность контактных соединений. Форма и степень деформации определяется используемым инструментом.
Инструменты для опрессовкиДля опрессовки гильз и наконечников применяются следующие инструменты:
Качество и надежность контакта гильз зависит от правильно подобранной сменной матрицы и нужного контактного давления. Подвижный элемент, которым производится давление на гильзу, называется пунсоном, а фигурная скоба, деформирующая гильзу, — матрицей. При опрессовки значительного количества гильз разного сечения, приходится постоянно подбирать пуансоны и матрицы, поэтому в таких случаях набор данных элементов должен быть внушительным. Некоторые инструменты выпускаются с одним сменным пуансоном или поворотными матрицами, рассчитанными на разное сечение. Для того, чтобы произвести настройку под конкретную гильзу, не нужно ничего переустанавливать и подбирать, достаточно повернуть матрицу в другую сторону и сделать несколько оборотов винтом пуансона. Некоторые инструменты вообще не имеют матриц и пуансонов – обжимка производится с помощью фигурных скоб. Соединение жил гильзами
При подключении распределительных коробок опрессовка проводов проводится достаточно редко. Обычно в таких случаях используются самозажимные клеммники или выполняется пайка или сварка. Опрессовку в коробках еще можно встретить в старых хрущевках с алюминиевой проводкой. Опрессовка проводов выполняется путем ввода проводов в гильзу трубчатой формы и сжимании ее прессом с определенным уровнем деформации. Обжимка проводов может выполняться следующими методами:
Локальное сжатие производится зубьями пуансона, которые создают повышенное давление на одно или несколько мест, что позволяет обеспечить электрический контакт. Сплошное сжатие, соответственно, производится давлением на всей протяженности обжатия. Комбинированный метод подразумеваем сплошное сжатие с дополнительным обжатием зубами пуансона в определенных местах. Каждый из описанных методов может обеспечить надежное соединение контактов лишь в тех случаях, когда перед опрессовкой была проведена подготовка поверхности и были правильно подобраны гильза и рабочий инструмент. Соединение токопроводящих жил до 10 мм/квДля организации ответвлений и соединений алюминиевых и медных жил применяются пресс-клещи и стандартные гильзы. Соединения в таких случаях могут быть односторонними, когда провод вводится с одной стороны гильзы, так и двухсторонние. Материал гильз подбирается в соответствии с материалом жил Алгоритм опрессовки кабеля: 1.На концах жил удаляется изоляция на 2-3 сантиметра. Их необходимо зачистить до металлического блеска. Если жилы алюминиевые, то их предварительно нужно смазать кварцевазелиновой пастой. Медные провода в свою очередь можно оставить чистыми. 2.В соответствии с технической таблицей подбираются пунсоны, матрицы и гильзы. Если гильзы слишком большие, то свободное место можно уплотнить с помощью дополнительных жил. При использовании многопроволочных жил, удаление проволоки жилы для подгонки сечения, не допускается. 3.Жилы нельзя скручивать. Они укладываются параллельно друг другу, после чего одевается соединительная гильза. Если применяются медные провода, то перед тем, как одеть гильзу, их необходимо обернуть двумя слоями медной или латунной фольги. Толщина фольги – 0,2 миллиметра, а ширина 20-22 миллиметра. 4.Соединения обжимаются пресс-клещами методом локального вдавливания. Степень опрессовки определяется технической таблицей. 5.После обжимки, соединения протираются тряпкой, смоченной в бензине, и изолируются.
Соединение токопроводящих жил от 16 до 240 мм/квПринцип обжимки таких жил практически аналогичен описанному выше. Исключение составляют использование более мощного инструмента и двухсторонний тип соединения. Перед опрессовкой опять же нужно подготовить жилы. Для этого необходимо удалить изоляцию на 3,5-6,5 сантиметров. Перед опрессовкой нужно подготовить провода. Затем необходимо закруглить их концы:
Медные провода перед обжатием обрабатываются техническим вазелином, а алюминиевые, соответственно, кварцевазелиновой пастой. Обычно гильзы смазываются изнутри еще на заводе. Не нужно бояться, что смазка увеличит сопротивление – при соблюдении технологии, она будет вытеснена из места контакты в пустоты.
Жилы вводятся в гильзу с двух сторон. Важно, чтобы стык произошел прямо посередине гильзы. При локальном вдавливании степень деформации проверяется специальным щупом или штангенциркулем в месте образования ямок. Если обжатие сплошное, то размеры сечения нужно проверить по таблице. Основные ошибки при опрессовке соединенийГлавная ошибка при опрессовке – это неправильный выбор гильзы. Если она значительно меньше, то проводник будет сильно передавлен кромкой гильзы. Это может привести к поломке сплющенной жилы. При этом с другой стороны – если она слишком большая, то контакт будет не слишком надежным. В такой ситуации провода могут шататься внутри жилы. Со временем подобные соединения будет нагреваться и подгорать, что, в конечном счете, приведет к потере контакта. Вторая ошибка – это неправильно подобранные пуансоны и матрицы. Это может привести к аналогичному эффекту, в результате чрезмерного или слабого обжима гильзы. Данная проблема усложняется тем, что рабочие элементы инструмента со временем изнашиваются и теряют свои первостепенные характеристики. ВАЖНО! Нельзя укорачивать заводскую гильзу – это приведет к снижению надежности контакта. Третья ошибка – это использование для опрессовки кабельных наконечников и гильз зубила и молотка. С точки зрения официально принятых методов – это жуткое преступление, но в жизни бывают различные ситуации и, в крайнем случае, их использование имеет место быть. Если же имеется возможность приобрести хорошие инструменты, то альтернативы быть не должно. В конце представим рекомендуемое сочетание сечения жил и кабельных гильз: 1.Общее сечение жил в пресс-гильзе – 7,5 мм/кв. Кабельная пресс-гильза – 4-1. Пресс-клещи – ПК-3. 2.Общее сечение жил в пресс-гильзе – 13 мм/кв. Кабельная пресс-гильза – 5-1. Пресс-клещи – ПК-3. 3.Общее сечение жил в пресс-гильзе – 15 мм/кв. Кабельная пресс-гильза – 4-2. Пресс-клещи – ПК-3. 4.Общее сечение жил в пресс-гильзе – 20 мм/кв. Кабельная пресс-гильза – 6-1. Пресс-клещи – ПК-3. 5.Общее сечение жил в пресс-гильзе – 26 мм/кв. Кабельная пресс-гильза – 5-2. Пресс-клещи – ПК-3. 6.Общее сечение жил в пресс-гильзе – 41 мм/кв. Кабельная пресс-гильза – 6-2. Пресс-клещи – ПК-3. Видео опрессовки наконечниковelectrikagid.ru Соединение и оконцевание проводов и кабелей
Рассмотрим каждый из видов соединений в отдельности. Разъемные соединения. Простая скрутка
Самый простой способ соединения проводов между собой — простая скрутка. Для того чтобы его осуществить, необходимо концы провода на длине 3-5 см освободить от изоляции и зачистить до блеска мелким напильником или наждачной бумагой. Скручивать жилы нужно очень плотно, виток к витку. Оставшиеся после скрутки концы осторожно спиливают напильником, а крайние витки поджимают пассатижами. Бондажный метод
Скрутку проводов можно осуществить и бандажным методом: зачищенные концы зажимают в ручных тисках и обматывают мягкой зачищенной проволокой (для бандажа лучше всего брать медную проволоку диаметром 0,6-1,5 мм; при этом диаметр бандажной проволоки не должен быть больше диаметра скручиваемых жил). Среднюю часть бандажа следует сделать вразбежку: если впоследствии появится необходимость пропаять это соединение, припой будет лучше проникать к месту соединения проводов. После соединения концы проводов изгибают под прямым углом, а сверху накладывают еще 8—10 витков бандажа. Концы жил, оставшиеся от скрутки опиливают напильником.
Метод простой или бандажной скрутки применим только для соединения проводов между собой, подсоединить провод к контактам электродеталей скруткой невозможно. Самый удобный (и к тому же достаточно надежный) способ подсоединения проводов к электродеталям — соединение с помощью контактных зажимов, которые могут быть винтовыми и пружинными. Соединение контактными зажимами
Техника осуществления соединений контактными зажимами следующая. Если в соединении участвуют однопроволочные алюминиевые и многопроволочные медные жилы, винтовые зажимы снабжают фасонной шайбой или шайбой-звездочкой, которая препятствует выдавливанию жилы из-под крепления;
Перед соединением провод зачищают обычным порядком на участке, соответствующем трем диаметрам винта винтового зажима плюс 2-3 мм. Для обеспечения надежности контакта алюминиевые жилы можно зачистить мелкой наждачной бумагой, смазанной вазелином. Если жила многопроволочная, то на ее конце отдельные проволочки скручивают в плотный жгутик.
Затем конец жилы с помощью круглогубцев или пассатижей изгибают в кольцо диаметром, равным диаметру винта зажима. Изгибать кольцо лучше всего по часовой стрелке, это предохранит его от раскручивания при затяжке винта. Зажимной винт или гайку затягивают до полного сжатия пружинной шайбы, после чего дожимают еще приблизительно на половину оборота.
В настоящее время электродетали оснащаются винтовыми крепежами зажимно-тычкового типа: при осуществлении таких соединений очищенный от изоляции и зачищенный конец провода в кольцо не изгибают, а прямой конец жилы вводят в зажим и прижимают винтом.
Контактно-зажимные соединения пружинного типа применяются в основном в светильниках с люминесцентными лампами для подсоединения проводов к патронам ламп. Их конструкция представляет собой пружинящую пластину из высококачественной бронзы, которая прочно прижимает жилу провода к корпусу зажима. Эта конструкция соединения полностью исключает самопроизвольный разъем. Чтобы освободить провод в случае необходимости, в зажим достаточно вставить стальную спицу (жало тонкой отвертки), отогнуть пружинную пластину и освободить провод. Все детали, использующиеся для соединения с алюминиевыми проводами, должны иметь антикоррозийное гальваническое покрытие. То же требование предъявляется и к стальным.
Алюминиевый провод сечением 2,5 мм2 соединяют с медными арматурными проводами (например, с проводами люстры), одножильными и многожильными, с помощью люстровых зажимов. Сначала соединяемые провода зачищают наждачной бумагой (медные обычным способом, а алюминиевые — под слоем вазелина) и смазывают кварцево-вазелиновой пастой. После зачистки провода присоединяют к планке и прижимают винтами с пружинными шайбами. Соединение вкладывают в основание люстрового зажима и закрывают крышкой.
Приобретая электродетали с винтовыми зажимами, необходимо обращать внимание на тип зажимов, ибо некоторые электроустановочные устройства (ряд резьбовых патронов для ламп накаливания, патроны для люминесцентных ламп и стартеров, проходные и встроенные малогабаритные выключатели) укомплектованы зажимами, которые предусматривают соединения только с медными проводами.
studfiles.net Технология оконцевания жил проводов и кабелейЧтобы оконцевать жилы проводов и кабелей, необходимо использовать специальный инструмент – пресс клещи. Данный инструмент очень прост в использовании, так что, самостоятельно оконцевать провод не составит никакого труда. Важнее и сложнее правильно подобрать кабельный наконечник. Поэтому в этой статье мы решили рассказать, как выполнить оконцевание жил проводов и кабелей разного сплава, большого и маленького сечения. Зачем делать оконцевание жил проводовНекоторые люди вместо наконечника просто прикручивают провод болтом и считают, что они справились. В итоге изоляция начинает гореть уже через несколько недель, а через полгода может и вовсе произойти замыкание в сети. Так что, оптимально использовать наконечник, тем более цена на него совсем небольшая. Также если не проводить оконцивание жил проводов и кабелей, то может выгореть «ноль». Если это случится, то последствия понятны всем. Как оконцевать кабеляНа самом деле оконцевать провода не составит никакого труда. Достаточно взять специальный инструмент, надеть на провод наконечник и обжать прессом. Для надежности стоит сделать опресовку несколько раз, так контакты будут более надежными, а сопротивление меньше. Если у вас нет специального инструмента, не спешите его покупать. Существует еще инструмент для снятия изоляции, который практически всегда включает в себя пресс. Выглядит все следующим образом. Если отсутствуют все специальные приспособления, тогда можно немного помучаться и взять обычные пассатижи. Надеваем наконечник на провод, и с помощью пассатижей зажимаем провод несколько раз. Здесь все можно описать в два этапа:
Обратите внимание, что наконечник нужно подбирать соответствующий. Если больше – может случиться замыкание. Меньше – вы просто перекусите провод. Оконцевание проводов: видеоКакие бывают наконечникиОтдельно мы хотели вам рассказать, про виды наконечников и их основные особенности. Ведь оконцевание жил проводов – это не сложно, даже если вы используете пассатижи. Однако если вы подберете неправильно наконечник, то беды избежать не получится. Сейчас выделяют следующие виды наконечников:
Вот мы и разобрали, с помощью, каких наконечников можно оконцевать кабель или провод самостоятельно Обратите внимание, согласно ПУЭ оконцевание проводов может осуществляться только с сечением от 0,75 мм2 до 240 мм2. Поэтому при выборе обращайте внимание на соответствующую маркировку:
Технические характеристики кабеля ААШВ. dekormyhome.ru Оконцевание и соединение жил проводов и кабелей пайкой
Пайка дюралевых и медных жил проводов и кабелей Пайка дюралевых жил сечением до 10 мм2 Соединение и ответвление делают пропаянной скруткой,оконцевание — оформлением в кольцо.
Палочкой припоя А, введенной в пламя, потирают желобок содной стороны. По мере прогрева соединения жилы начинают облуживаться и желобокзаполняется припоем. Аналогично облуживают жилы и заполняют припоем желобок сдругой стороны. Соединяемые жилы и места скрутки облуживают припоем также снаружных поверхностей. После остывания место соединения изолируют. Пайка однопроволочных и многопроволочных медных жил 1,5 —10 мм2. Соединение и ответвление проводов с медными жилами делаютпропаянной скруткой (без желобка). Изоляцию с конца жилы убирают на длине 20 —35 мм, зачищают жилу наждачкой до железного блеска, скручиваютсоединяемые жилы и пропаивают их паяльничком либо в ванночке с расплавленнымприпоем ПОССу 40-0,5 (могут примеяются припои и других марок, к примеру, ПОССу40-2, ПОССу 61-0,5). При пайке используют флюс — канифоль либо спиртовой растворканифоли. Место пайки после остывания изолируют. Оконцевание многопроволочных медных жил 1 — 2,5 мм2 делаютв виде кольца с следующей полудой. Для этого снимают изоляцию с конца жилы надлине 30-35 мм, зачищают ее до железного блеска наждачкой,круглогубцами выгибают конец жилы в виде кольца, покрывают его канифолью либовеществом канифоли в спирте и погружают на 1 — 2 с в расплавленный припой ПОССу40 — 0,5. После остывания изолируют жилу до кольца. Пайка многопроволочных дюралевых жил сечением 16 — 150мм2.
Жилу секторной формы скругляют при помощи пресса.Многопроволочные жилы можно скруглять при помощи универсальных плоскогубцев.Очищенный от изоляции конец жилы разделывают ступенями. На край изоляциинавивают несколько витков шнурового асбеста. Подогревают жилы пламенем пропан-бутановой горелки либопаяльной лампы. после начала плавления палочки припоя А, введенной в пламянаносят его на всю ступенчатую поверхность повива проволок и на их торцы, приэтом для полного облуживания проволок поверхность жилы кропотливо натираютметаллической кисточкой. На этом процесс облуживания жилы завершается. После чего подматывают на жилу у предполагаемого края формыасбестовый шнур. Укладывают концы жил в разъемную форму. Крепят форму нажилах особыми замками либо проволочными бандажами и надевают на жилызащитные экраны, а при огромных сечениях жил устанавливают охладители. Нагреваютформу пламенем, начиная со дна средней части и дальше по всей поверхности, доначала плавления припоя, прут которого вводят в пламя и сплавляют в литниковоеотверстие до наполнения припоем формы до верха. Расплавленный припой перемешивают крючком из металлическойпроволоки и убирают с поверхности ванны расплавленного металла шлаки, легкимпостукиванием по форме создают уплотнение припоя. После остывания соединениялибо ответвления снимают экраны и форму и опиливают место пайки, потом покрываютего гидростойким лакоми изолируют. Оконцевание дюралевых жил пайкой Оконцевание дюралевых жил пайкой делают наконечниками.При всем этом размер наконечника берут по сечению на одну ступень выше (для жилы 50мм2 берут наконечник 70 мм2) для наилучшего проникания припоя в зазор межжилой и наконечником. Внутреннюю поверхность гильзы наконечника зачищают металлическойщеткой и облуживают, потом надевают наконечник на жилу так, чтоб центральнаяпроволока (1-ая ступень жилы) выступала из шеи наконечника на 5 — 6 мм. Дляуплотнения на жилу у горловины наконечника наматывают асбестовый шнур изакрепляют на жиле экран. Пламя горелки направляют на верхнюю торцевую часть гильзынаконечника и выступающую из него первую ступень повива жилы и нагревают их до начала плавления припоя. Палочку припоя сплавляют в наконечник донаполнения всего места меж жилой и гильзой наконечника. После остывания и снятия экрана и асбестовой подмотки местопайки покрывают гидростойким лаком и изолируют жилы до 3/4 высоты гильзынаконечника. Оконцевание медных многопроволочных жил 1,5 — 240 мм2
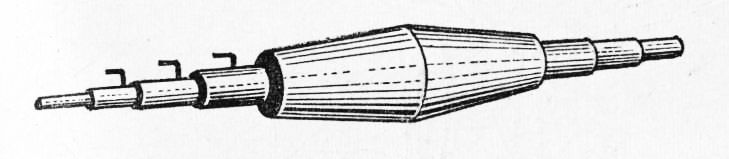
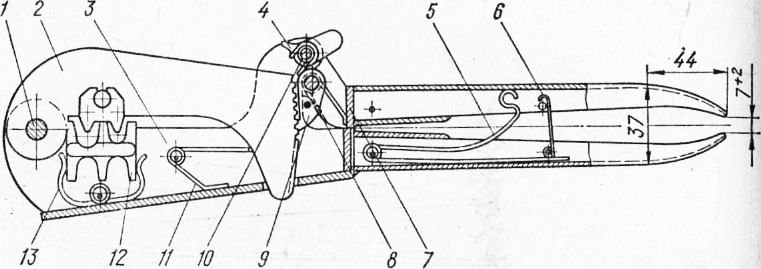
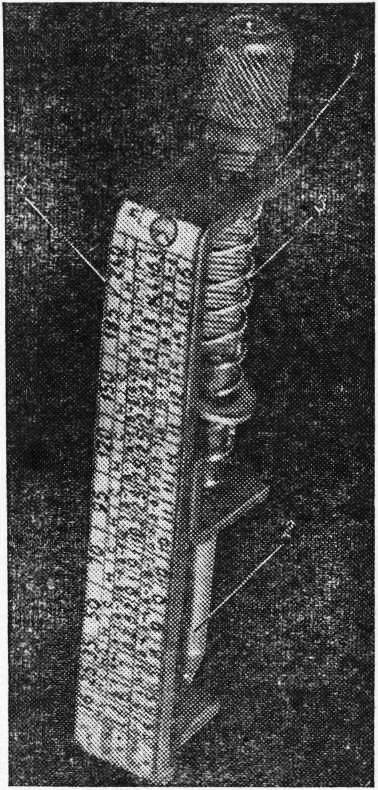
Подогревают наконечник пламенем пропан-кислородной горелкилибо паяльничком и заливают за ранее расплавленный припой ПОССу 40-0,5,следя за тем, чтоб припой просочился меж проволоками жилы. Сходу после чеготканью, смазанной паяльной мазью, сгоняют и разглаживают подтеки припоя наповерхности наконечника. асбестовый бандаж снимают и на его место накладываютизоляцию. Соединение алюминия с медью пайкой Соединение дюралевых жил 16-240 мм2 с медными делаютточно также, как соединение пайкой 2-ух дюралевых жил. Дюралевую жилу подготавливают к пайке ступенчатой разделкойлибо со скосом под углом 55 градусов к горизонтали. Медную жилу готовят так же,как и при пайке медных жил. Концы дюралевых жил должны быть облужены поначалу припоем А,а потом припоем ПОССу, а концы медных жил и медные соединительные гильзы —припоем ПОССу. Оконцевание дюралевых жил медными наконечниками Оконцевание дюралевых жил медными наконечниками делаюттак же, как и оконцевание дюралевыми наконечниками. Медный наконечникза ранее облуживают припоем ПОССу 40-0,5. Оконцевание создают также с подготовкой конца дюралевойжилы со скосом под углом 55 градусов. В этом случает конец приготовленнойдюралевой жилы вводят в гильзу наконечника скосом в сторону его контактнойчасти так, чтоб жила была утоплена в гильзе наконечника на 2 мм. Зазорыуплотняют конкретным оплавлением припоя ЦО-12 на скошенную поверхностьжилы. Оксидную пленку с торца жилы убирают скребком под слоем припоя. elektrica.info Контактное оконцевание жил кабеляСтроительные машины и оборудование, справочник Категория: Инструмент для электромонтажных работ Контактное оконцевание жил кабеляПриспособление для заделки жил кабеля кольцом. Оконцевание жил кабеля кольцом выполняют при помощи приспособлений и различных механизмов. Одно из таких приспособлений, показанное на рис. 1, предназначено для изготовления колец из оголенных жил под контактные винты.
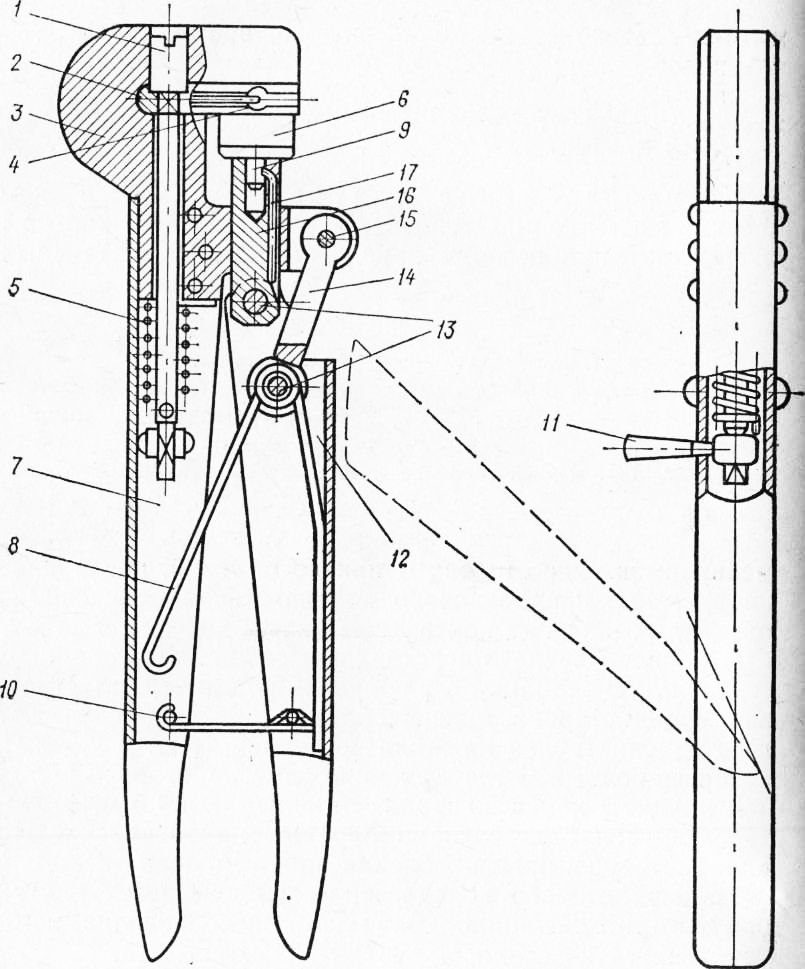
Рис. 1. Приспособление для заделки жил кабеля кольцом. Приспособление представляет собой двустороннюю ступенчатую шпильку с различными диаметрами ступеней. Одна сторона приспособления предназначена для изготовления колец на жилах сечением 1, 1,5 и 2,5 мм2, которые подвергаются лужению, другая сторона — для изготовления колец на жилах сечением 1 и 1,5 мм2, подвергающихся опрессовке в блочных наконечниках. На одной стороне приспособления предусмотрен желоб, с помощью которого кольцо жилы укладывается внутрь блочного наконечника. Шпилька приспособления изготавливается из стали, а ручка — из карболита. Клещи для обработки кольцевых наконечников (рис. 2) новатора Б. А. Скворцова предназначены для обжатия кольцевых наконечников на жилах сечением от 1 до 2,5 мм2. Они представляют* собой рычажный механизм и состоят из поворотной оси, поворотной вставки, корпуса, фиксатора, пружины, матрицы, неподвижного рычага, разжимной пружины, пуансона, зажима, подвижного рычага, осей, ползуна, тяги, фиксатора, оси.
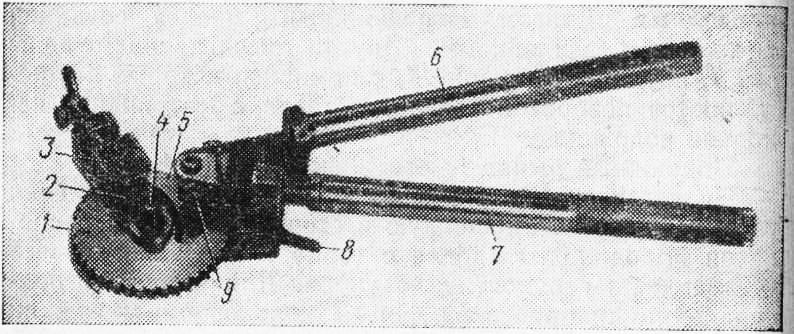
Рис. 2. Клещи для обработки кольцевых наконечников. В корпус входят ползун с пуансоном, поворотная вставка с закрепленным на ней фиксатором и матрица. Поворотная вставка предназначена для смещения матрицы относительно пуансона во время установки кольцевого наконечника. Это сделано для удобства установки кольцевого наконечника в матрицу, уменьшения хода пуансона, что обеспечивает удобство в работе. Пуансон закреплен на верхнем конце ползуна фиксатором, нижний конец ползуна соединен тягой с приводным рычагом. Неподвижный рычаг соединен с корпусом заклепками. Внутри рычага размещены ось, пружина, курок, с помощью которых осуществляются поворот и возврат вставки с матрицей в исходное положение. Подвижный рычаг соединен с тягой. Подготовленный для опрессовки наконечник кабеля устанавливают в смещенную в сторону матрицу, располагая выход жилы кабеля с торца клещей, после чего устанавливают рукоятку до упора. Для придания правильной цилиндрической формы кольцевой наконечник после первого обжатия снимают с пуансона, переворачивают на другую сторону и обжимают вторично. Приспособление для обрезки и изгибания в кольцо одножильных однопроволочных секторных алюминиевых жил кабеля (рис. 3) сечением до 240 мм2. На осях основания закреплен храповой нож, который при помощи фиксирующей собачки приводится в движение. Храповой нож соединен с прижимом. Основание имеет неподвижную ручку с подвижным упором. Изготовление контактного кольца на конце кабеля производится под диаметр контактного болта при помощи сменного цилиндрического пальца, диаметр которого равен диаметру закручиваемого кольца на конце однопроволочных секторных жил. Для изготовления контактного кольца конец жилы прижимается прижимным механизмом и роликом подвижного упора к цилиндрическому сменному пальцу. Подвижной ручкой вращают вокруг цилиндрического пальца храповой нож и конец изгибаемой жилы. Для по-лучения необходимой контактной поверхности кольца используют пиротехнический пресс. При необходимости этим приспособлением можно производить и разрезку однопроволочных жил кабеля. Жила кабеля заводится между неподвижным основанием и храповым ножом. При движении подвижной ручки храповой нож вращается вокруг осей и разрезает жилу кабеля.
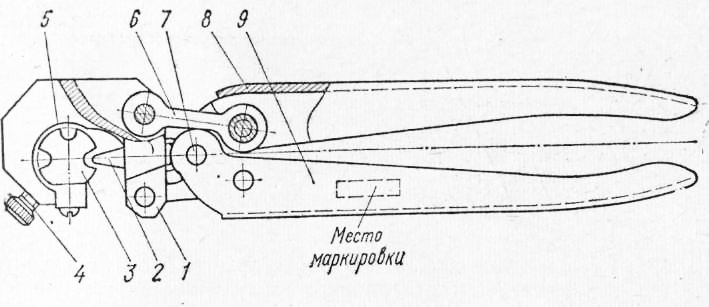
Рис. 3. Приспособление для обрезки и изгибания в кольцо одножильных секторных алюминиевых жил кабелей. Данное приспособление позволило отказаться от применения кабельных наконечников, сократило трудозатраты на оконцевание однопроволочных жил кабеля и повысило качество оконцевания. Габаритные размеры: 440X197X54 мм; масса 2,5 кг. Ручные клещи для опрессовки кабельных наконечников. Электрический контакт образуется за счет получения плотного соприкосновения между жилой и наконечником, что достигается путем обжатия кольцевого наконечника. Опрессовка применяется для жил кабеля сечением от 1 до 300 мм2. Опрессовка производится способом, при котором пуансон образует выемку (лунку) на трубчатой части наконечника или гильзы, глубина которой контролируется. Качество контакта при этом зависит от степени заполнения трубки наконечника проводом и от соблюдения глубины вдавливания, соответствующей сечению жилы. В свою очередь, степень заполнения трубки зависит от зазора между нею и проводом и от уплотненности проволок жилы. Этот вид оконцевания производится при помощи ручных клещей. Клещи (рис. 4), созданные новаторами Я. И. Пархомчуком и С. Д. Марковым, обеспечивают опрессовку кабельных наконечников и соединительных гильз на жилах кабелей сечением от 1 до 10 мм2. Они имеют рычаги и состоят из обой» мы, представляющей собой скобу, в которой размещены матрица и пуансон, двух тяг шарнирного соединения и шарнирных осей.
Рис. 4. Ручные клещи для опрессовки наконечников и соединительных гильз на жилах кабелей сечением до 10 мм2. Обойма при помощи шарнирных осей связана с рычагом-тягой. Возвратно-поступательное движение пуансона осуществляется рычагами. Рабочий ход пуансона ограничивается заплечиком на нем, который упирается в плоскость обоймы. В головке с помощью стопорного винта крепится универсальная матрица, которая представляет собой диск с четырьмя вырезами под кабельные наконечники, расположенные. по окружности под углом 90°±10°. Фиксация матрицы в рабочем положении осуществляется винтом. Скоба, закрепленная на обойме, удерживает матрицу во время ее переустановки, т.е. смены рабочего гнезда. Для опрессовки наконечник с вставленной в него то-коведущей жилой вводится цилиндрической частью в соответствующее углубление матрицы, затем рычаги сжимают, при этом пуансон перемещается, производя опрессовку. После этого рычаги разжимают и извлекают наконечник с спрессованной жилой. Конструкция клещей дает возможность увеличить диапазон опрессовки типоразмеров без смены матрицы и пуансона.
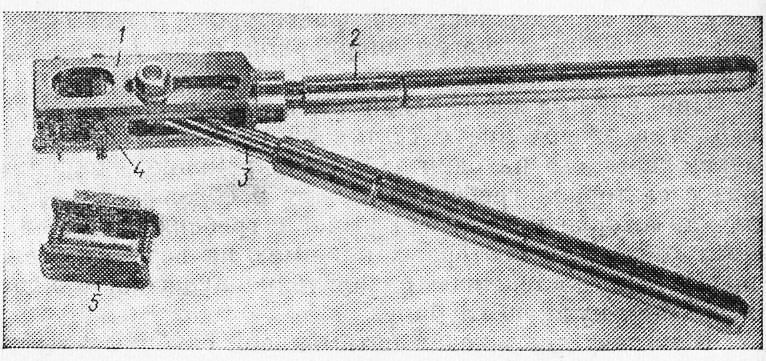
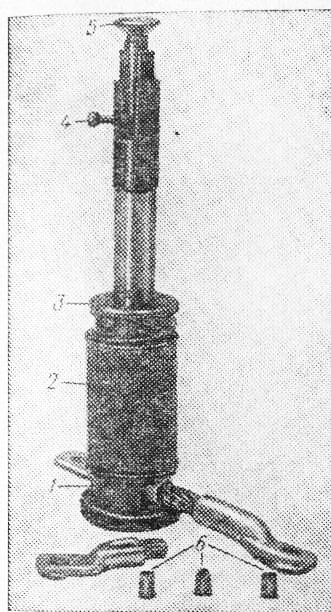
Рис. 5. Ручные пресс-клещи для опрессовки кабельных наконечников с автоматическим ограничением глубины опрессовки. Габаритные размеры: 222X45X16 мм; масса 0,355 кг. Ручные пресс-клещи для опрессовки кабельных наконечников с автоматическим ограничением глубины опрессовки созданы новаторами Я. И. Пархомчуком и Б. А. Скворцовым. Применение автоматического ограничителя величины опрессовки обеспечивает оптимальную глубину вдавливания пуансона в кабельный наконечник, сводит до минимума усилия рабочего и визуальный контроль во время опрессовки, повышает качество выполнения операции и надежность инструмента, что значительно увеличивает производительность труда. Ручные пресс-клещи (рис. 5) представляют собой систему рычагов с храповым механизмом. К нижнему рычагу в виде коробчатой сварной конструкции пружинным держателем крепится матрица. В рукоятку нижнего рычага вмонтированы пружина для возвращения верхнего рычага в исходное положение и крючок для удержания рычагов в сжатом положении при хранении и транспортировке пресса. Верхний рычаг выполняет роль ручного привода, в который при помощи двух осей вмонтированы подающая собачка с пружиной и фиксирующая собачка с пружиной (она же выполняет функцию автоматического ограничителя глубины вдавливания). Верхний рычаг соединен с нижним специальным винтом-осью. На рычаге с секторной гребенкой устанавливается пуансон, удерживаемый фиксатором. Рычаг соединен с нижним рычагом шарнирной осью и пружиной. При нажиме на верхний рычаг подающая собачка входит в зацепление с секторной гребенкой рычага и перемещает его на один зуб. Одновременно в зацепление с секторной гребенкой входит и фиксирующая собачка, которая удерживает рычаг с гребенкой от обратного хода. При повторных нажимах на верхний рычаг происходит постепенное вдавливание пуансона в наконечник на нужную глубину. В момент достижения оптимальной глубины вдавливания в соответствующий кабельный наконечник (это является критерием окончания опрессовки наконечника) фиксирующая собачка выходит из зацепления с гребенкой и пружиной отбрасывается вверх. При выходе верхнего рычага в исходное положение рычаг с секторной гребенкой отбрасывается силой пружины в верхнее исходное положение. Габаритные размеры: 386X95X30 мм; масса 1,41 кг. Ручной пресс для опрессовки кабельных наконечников (рис. 6) предназначен для опрессовки алюминиевых наконечников на жилах кабелей сечением до 50 мм2 методом сплошного обжатия шестигранником. Он состоит из корпуса 1, подающей ручки, эксцентрика с ручкой, специальной пуансон-матрицы и сменной пуансон-матрицы. Специальная пуансон-матрица состоит из двух призмообразных матриц, соединенных между собой с двух сторон осями, на которых между призмообразными матрицами насажены пружины. В направляющих корпуса находится ползун. В ползуне расположены пуансон и эксцентрик с ручкой. Пресс имеет сменные пуансон-матрицы. В зависимости от сечения наконечников используются и соответствующие сечению сменные пуансон-матрицы. Кабельный наконечник вводится в пуансон-матрицу, ручка эксцентрика отводится в сторону, и вращением подающей ручки наконечник поджимается пуансоном к матрице. После этого ручки сводятся вместе, эксцентрики давят на пуансон и пуансон опрессовывает наконечник, «затем ручки эксцентрика отводятся в сторону, а ползун с пуансоном вращением подающей ручки прижимается к гильзе. Эта операция повторяется несколько раз до полной опрессовки, что определяется при сближении плоскостей пуансона и матрицы.
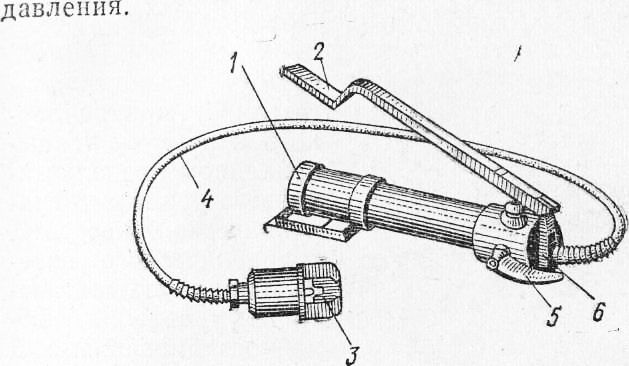
Рис. 6. Ручной пресс для опрессовки алюминиевых наконечников на жилах кабелей сечением до 50 мм2 методом сплошного обжатия шестигранником. Пресс весьма прост по конструкции и удобен в эксплуатации. Ножной гидравлический пресс (рис. 7) предназначен для опрессовки кабельных наконечников сечением от 10 до 300 мм2. Он состоит из двух самостоятельных узлов: насоса, приводимого в действие ножной деталью, и цилиндрической прессовой головки. Головка представляет собой цилиндр, в котором помещен поршень. На конце поршня предусмотрено гнездо для установки пуансонов, а матрицы устанавливаются в приливах корпуса. Уплотняющие манжеты закрепляются на поршне и предотвращают утечку масла. Внутри цилиндра находится пружина, возвращающая поршень в исходное положение. Насос и головка пресса соединены между собой шлангом высокого давления.
Рис. 7. Ножной гидравлический пресс для опрессовки кабельных наконечников сечением от 10 до 300 мм2. Пресс работает на машинном масле и укомплектован набором матриц и пуансонов для опрессовки кабельных наконечников разных сечений. Пуансоны и матрицы снабжены соответствующей маркировкой, облегчающей их подбор в зависимости от типа и размера жилы кабеля. Работа гидропресса осуществляется при помощи ножной педали. При нажатии на педаль через систему провода по шлангу производятся подача машинного масла в гидравлическую головку и опрессовка кабельных наконечников. Сброс давления осуществляется клапаном при помощи рычага. Для возврата ножной педали в исходное положение в торце корпуса вмонтированы пружины. Электрогидропресс (рис. 8) новаторов Я. И. Пархомчука и Е. В. Петрова используется для опрессовки кабельных наконечников и соединительных гильз на жилах кабелей сечением от 16 до 300 мм2. Электрогидропресс состоит из электродвигателя, прикрепленного к корпусу, выполненному из алюминиевого сплава, гидравлического насоса, гидравлического пресса, блока автоматического управления и откидного механизма для закрепления сменной матрицы. Внутренняя полость корпуса служит резервуаром для масла и герметически закрывается пробкой. Ввод кулисы в полость масляного резервуара герметизирован манжетой. Цилиндр выполнен из стали марки 40Х. В него вмонтирован гидравлический насос, состоящий из корпуса, плунжера и шарикового клапана. Цилиндр герметично прикреплен к корпусу насоса при помощи фланцевого соединения. В центре размещен главный поршень гидравлического насоса с уплотнительной манжетой. Возвратное движение главного поршня обеспечивает пружина. Специальное кольцо исключает возможность утечки масла в нерабочем положении гидропресса. В торце главного поршня пружинным кольцом укрепляются сменные рабочие инструменты — пуансоны. При отведении рычага приводится в движение кулачок, в котором утапливается сухарь, при этом фиксатор под действием пружины заходит в паз сухаря и удерживает его в утопленном положении, создавая рабочее напряжение пружины. Пружина давит через шток на шарик, перекрывая отверстие, соединяющее полость цилиндра с масляным резервуаром. Одновременно с утапливанием сухаря планка нажимает на кнопку микровыключателя и включает электродвигатель.
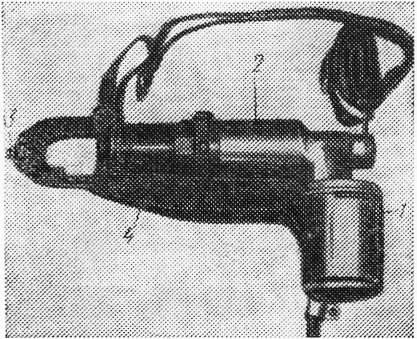
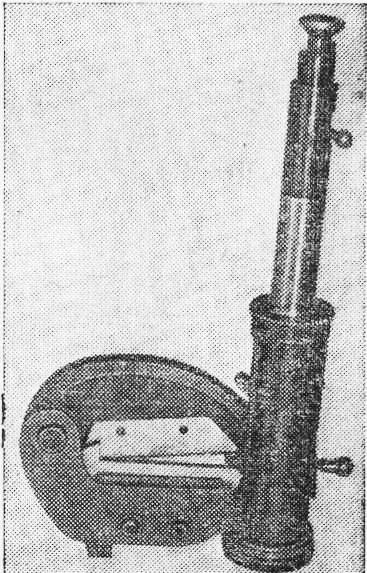
Рис. 8. Электрогидропресс для опрессовки наконечников и соединительных гильз на жилах кабелей сечением от 16 до 300 мм2. На выходном конце вала электродвигателя имеется модульная нарезка, которая входит в зацепление с шестерней, насаженной на кривошипный вал. На конце кривошипного вала укреплен кулисный камень, который входит в пазовое гнездо кулисы. Таким образом вращательное движение вала преобразуется в возвратно-поступательное движение кулисы. Поскольку электродвигатель развивает 11 800 оборотов в минуту, а передаточное отношение составляет 1:5, то кулиса и плунжер производят 2360 возвратно-поступательных движений в минуту. Плунжер, совершая возвратно-поступательное движение, засасывает масло через отверстия и нагнетает его в цилиндр высокого давления. Давление масла сообщает главному поршню рабочее движение. Поршень, дойдя до поводка, закрепленного на фиксаторе, и двигаясь вместе с ним, выводит фиксатор из зацепления с сухарем, который под действием пружины выходит из цилиндра и снимает давление планки с кнопок микровыключателя, останавливая электродвигатель. Одновременно под действием пружины шарик и шток перемещаются, открывая отверстие для выхода масла из полости цилиндра в полость резервуара. Выдавливание масла и возврат главного поршня в исходное положение осуществляется пружиной. Для выключения электрогидропресса происходит возвратно-поступательное движение главного поршня с укрепленным на его торце пуансоном, производящим опрессовку путем вдавливания пуансона в наконечник. Фиксированная глубина опрессовки получается автоматически. Внедрение электрогидропресса дает возможность повысить производительность труда при опрессовке кабельных наконечников и соединительных гильз на жилах кабелей в 3-4 раза. Пороховые прессы (рис. 9 и 10) новаторов В. П. Чижикова и Я. П. Викторовича предназначены для опрессовки медных и алюминиевых наконечников на жилах кабелей сечением от 16 до 240 мм2, соединительных гильз на жилах сечением от 16 до 240 мм2, овальных соединителей на медных, алюминиевых и стале-алюминиевых проводах сечением до 120 мм2 воздушных линий электропередач, разрезания шин сечением до 100X10 мм2. В прессах используется энергия порохового заряда типовых патронов, выпускаемых промышленностью для строительно-монтажных пистолетов. Ручной пороховой пресс состоит из стального корпуса, передвижного кольца, защитного кожуха, пружины кожуха, упорного кольца, затвора, корпуса затвора, поршня, фиксатора, упора, набора сменных пуансонов и матриц, а также специальных ножей. В рабочей камере имеется поршень с зубом и пробкой. На камеру навинчен затвор, который состоит из корпуса, пружины, предохранительного выступа, бойка с жалом и курка. При работе пресса ППЧ-25 (см. рис. 9) наконечник с кабелем, подготовленный к опрессовке, вставляется в матрицу при поднятом кожухе, затем кожух опускается и пружиной прижимается к наконечнику, фиксируя его положение. После этого затвор вынимается, вставляется патрон группы В или Г от строительно-монтажного пистолета, затвор вместе с патроном вводится в камеру и поворотом ручки закрепляется в нем. Затем затвор оттягивается вверх, и нажимом на курок боек под действием пружины ударяется в патрон — происходит выстрел. Под действием образовавшихся пороховых газов поршень с пуансоном приобретает большую скорость, зубцы пуансона с силой ударяют по наконечнику и опрессовывают его, при этом поршень не вылетает из камеры, а обычный звук выстрела почти отсутствует.
Рис. 9. Пороховой пресс ППЧ-25.
Рис. 10 Пороховой пресс для разрезания шин. После выстрела кожух поднимается и опрессованный наконечник вынимается. Для опрессовки соединительной гильзы необходимо поднять кожух и кольцо, вынуть матрицу, затем снять кольцо. Через прорезь корпуса надеть пресс на гильзу, снова надеть кольцо, вставить на него матрицу, заложить новый патрон и произвести выстрел. С помощью порохового пресса производится также опрессовка и овальных соединений проводов воздушных линий электропередач. Для этого используются специальные матрицы и пуансон. При замене соответствующих матриц и пуансонов можно производить шестигранную опрессовку кабельных наконечников, а при установке специальных ножей — разрезать шины сечением до 100Х 10 мм.
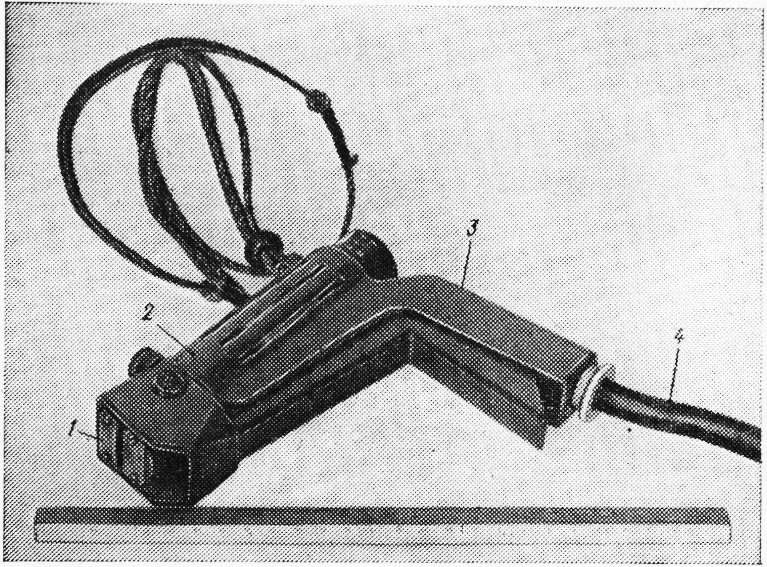
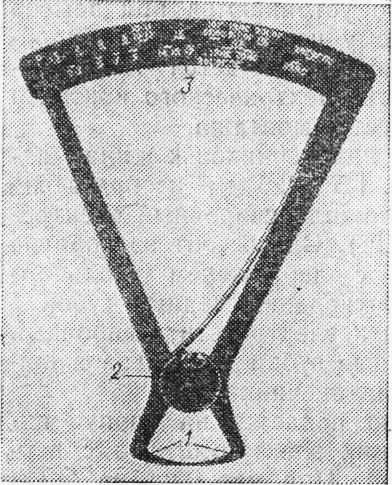
Рис. 11. Сварочный пистолет для приварки кабельных наконечников. Наличие защитного кожуха и большого запаса прочности обеспечивает полную безопасность при работе с прессом. Конструкция его проста, и сборка производится быстро и легко, без применения приспособлений и инструментов. Габаритные размеры: 500 X 90 мм, масса 6 кг. Сварочный пистолет для приварки кабельных наконечников. Монтажные соединения, выполняемые пайкой мягкими оловянно-свинцовыми припоями, имеют ряд недостатков: большой расход дефицитных и дорогостоящих оловянно-свинцовых припоев, низкая механическая прочность и недостаточная надежность электрического контактного соединения, относительно низкая нагревостойкость паяных соединений, неэкономичное использование электроэнергии (холостой нагрев паяльника), невозможность соединения в контакт некоторых тугоплавких металлов и сплавов, не поддающихся обслуживанию. Эти недостатки успешно устраняются при замене пайки сваркой, благодаря чему исключается необходимость в припоях, значительно повышается механическая прочность и устойчивость электрического контакта соединения при высоком качестве монтажа. Для приварки кабельных наконечников к жилам кабелей и проводов сечением 1, 1,5 и 2,5 мм2 изобретатель Е. А. Иванов и другие предложили сварочный электромонтажный пистолет (рис. 11). Он состоит из корпуса, ручки, электромагнита с держателем угольного электрода, добавочного сопротивления медных губок 1 и кабеля 4 для подключения к электросети. Сварочный пистолет имеет сменные медные губки для захвата жилы и привариваемого к ней наконечника. Один из полюсов питания подается на корпус пистолета, другой — на сердечник электромагнита с держателем угольного электрода. При нажатии на электромагнит электрод, упираясь в жилу и наконечник, замыкает электрическую цель и происходит процесс вибродуговой сварки. Измеритель глубины опрессовки с горизонтальной шкалой. При опрессовке наконечника, надеваемого на жилы кабеля, или при опрессовке соединительных кабелей гильз из-за отсутствия визуального контроля за глубиной вдавливания наконечника возможно или недостаточное или чрезмерное вдавливание. Контроль за глубиной опрессовки осуществляется различными способами — штангенциркулем, скобой и т. д. Все эти способы сложны и неудобны. Новаторы Я. И. Пархомчук и С. Д. Марков создали приспособление для измерения глубины вдавливания после опрессовки кабельных наконечников и соединительных гильз на жилах кабелей сечением от 16 до 300 мм2. Измеритель (рис. 12) состоит из двух рычагов, шарнирно соединенных между собой винтом-осыо. К одному рычагу прикреплен сектор 3 в виде дугообразной шкалы, на которой нанесены деления, позволяющие определять глубину вдавливания опрессованных кабельных наконечников и соединительных гильз для нормальной и гибкой жил кабеля. На конце другого рычага имеется стрелка, которая служит указателем при замере глубины опрессовки. Стрелка находится на нулевой риске и возвращается в исходное положение под действием пружины. Глубина опрессовки измеряется короткими концами рычагов. При замере глубины лунки опрессованных наконечников и гильз на жилах кабелей определяется расстояние от наружной поверхности наконечника до дна лунки вдавливания, при этом губки измерителя устанавливаются по оси наконечника или гильзы.
Рис. 12. Измеритель глубины опрессовки с горизонтальной шкалой. Перед замером глубины лунки одна из губок измерителя вводится в лунку наконечника или гильзы, а вторая устанавливается по центру наконечника, после чего определяется положение стрелки. Если она не выходит за пределы риски, расположенной против обознанения данного типоразмера наконечника или гильзы, то глубина лунки считается соответствующей требованиям ГОСТ 7388-62. Конструкция измерителя обеспечивает быстрый и точный контроль качества опрессовки всех типоразмеров кабельных наконечников и соединительных гильз. Габаритные размеры: 187X12IX7,4 мм; масса 0,086 кг. Измеритель глубины опрессовки с вертикальной шкале й. В отличие от измерителя глубины опрессовки наконечников с горизонтальной шкалой новаторами Б. К. Лебедевым и К. М. Тарасовым разработан измеритель, имеющий вертикальную шкалу обзора (рис. 13). Измеритель состоит из скобы, измерительного штока, пружины и штифта. На приборе установлена шкала, указывающая допустимую глубину в зависимости от сечения, материала, формы жилы и марки провода. Данный измеритель — многозначный. При своей компактности и простоте устройства он позволяет одновременно определять необходимый заряд при опрессовке пороховым прессом, глубину опрессовки для любого сечения кабеля и показывать данные измерения без обращения к инструкциям и расчетным таблицам.
Рис. 13. Измеритель глубины опрессовки с вертикальной шкалой. Измеритель может быть также использован и при шестигранной опрессовке наконечников. Он прост по конструкции и удобен в применении. Габаритные размеры: 123X15; масса 0,1 кг. Читать далее: Маркировка жил кабеля Категория: - Инструмент для электромонтажных работ Главная → Справочник → Статьи → Форумstroy-technics.ru |
|
|||||||||||||||||
|
|
|||||||||||||||||
|

















 Пайку используют в тех случаях, когда отсутствует возможность внедрения сваркии опрессовки. Пайку создают при помощи пропано-кислородной горелки. Пайкуоднопроволочных жил 2,5 — 10 мм2 можно делать также при помощи паяльничка.
Пайку используют в тех случаях, когда отсутствует возможность внедрения сваркии опрессовки. Пайку создают при помощи пропано-кислородной горелки. Пайкуоднопроволочных жил 2,5 — 10 мм2 можно делать также при помощи паяльничка. Однопроволочный дюралевые жилы 2,5 — 10 мм2. Пайкусоединений и ответвлений делают методом двойной скрутки с желобком. С жилубирают изоляцию, зачищают до железного блеска. Потом нагревают соединениепламенем пропан-кислородной горелки до начала плавления припоя.
Однопроволочный дюралевые жилы 2,5 — 10 мм2. Пайкусоединений и ответвлений делают методом двойной скрутки с желобком. С жилубирают изоляцию, зачищают до железного блеска. Потом нагревают соединениепламенем пропан-кислородной горелки до начала плавления припоя.  Перед пайкой соединений и ответвлений снимают с конца жилыизоляцию на длине 50- 70 мм. Перед снятием картонной изоляции у места ее обрезанакладывают нитяной бондаж, потом плоскогубцами ослабляют повив проволок жилы итканью, смоченной в бензине, убирают пропиточный состав. Жилы с резиновой ипластмассовой изоляцией этой операции не требуют.
Перед пайкой соединений и ответвлений снимают с конца жилыизоляцию на длине 50- 70 мм. Перед снятием картонной изоляции у места ее обрезанакладывают нитяной бондаж, потом плоскогубцами ослабляют повив проволок жилы итканью, смоченной в бензине, убирают пропиточный состав. Жилы с резиновой ипластмассовой изоляцией этой операции не требуют. Оконцевание медных многопроволочных жил 1,5 — 240 мм2делают с применением штамованных наконечников. С конца жилы снимают изоляциюна длине, равной длине гильзы наконечника плюс 10 мм. Секторную жилу скругляютплоскогубцами. тканью, смоченной бензином, убирают с конца жилы пропиточныйсостав, покрывают его флюсом либо паяльным жиром и облуживают. На жилу надеваютнаконечник, у нижнерго торца которого накладывают бандаж из 2-3 слоевасбеста.
Оконцевание медных многопроволочных жил 1,5 — 240 мм2делают с применением штамованных наконечников. С конца жилы снимают изоляциюна длине, равной длине гильзы наконечника плюс 10 мм. Секторную жилу скругляютплоскогубцами. тканью, смоченной бензином, убирают с конца жилы пропиточныйсостав, покрывают его флюсом либо паяльным жиром и облуживают. На жилу надеваютнаконечник, у нижнерго торца которого накладывают бандаж из 2-3 слоевасбеста.