Содержание
Приспособления для раскатки провода СИП ВЛИ 0,38 кВ
Advertisements
Админ.
Вступление
Воздушные линии электропередачи, выполненные изолированными самонесущими проводами СИП монтируются при помощи специальных приспособлений. На первом этапе монтажа ВЛИ необходимо раскатать провод по трассе магистрали.
Провод СИП в изоляции и, чтобы не повредить его изоляцию нельзя раскатывать и натягивать СИП провод по земле. Это может повредить изоляцию провода. В технологии раскатки и натяжения проводов СИП ВЛИ используются специальные приспособления.
Группа Компаний УЗГТ-Сервис предлагает редуктор для вездехода МТЛБ с доставкой из Екатеринбурга в любую точку России. Продукция компании отличается разумной ценой и высоким качеством.
Приспособления для раскатки провода СИП по магистрали ВЛИ
Для раскатки СИП применяются следующие приспособления:
- Вертлюг;
- Монтажный чулок;
- Фиксаторы для соединения вертлюга и чулка;
- Одиночные прямые ролики РР-1;
- Ролики угловые (90° и 150°) РР-2.


Посмотрим на них подробнее.
Вертлюг
Вертлюг это специальное приспособление, которое служит направляющим для провода СИП и обеспечивает его правильную размотку. Маркируется вертлюг: Н 041.
Монтажный чулок
Запрещено не только раскатывать СИП по земле, но и тянуть непосредственно за несущую жилу. Раскатка СИП производится при помощи, так называемого, лидер троса или каната. Для соединения СИП жгута с тросом используется специальный чулок. Такое название он получил за свою сетчатую структуру. Сетчатая структура обхватывает СИП провод и позволяет его тянуть без повреждений. Маркировка чулков ЧМ1 или ЧМ2.
Стоит отметить, что некоторые модели монтажных чулков, изготовлены из пластиковых нитей. Это позволяет использовать их не только для ВЛИ, но и для неизолированных проводов ВЛ. напряжением до 1000Вольт.
Фиксаторы Н026
Специальные фиксаторы Н026 предназначены для соединения вертлюга и петли монтажного чулка.
Общая технология раскатки провода СИП
Раскатывается провод СИП с барабана, закрепленного на стойках.
Если сечение СИП позволяет, на конец провода надевается (натягивается) монтажный чулок (1). Через вертлюг (3) и фиксатор (2) петля монтажного чулка крепится к петле несущего троса. Минимальный диаметр троса 10 мм.
Когда растягивается СИП большого диаметра, то жилы СИП обрезаются в каскадном порядке: каждая следующая жила делается короче другой на 10 мм.
Раскатные ролики
Само понятие раскатка подразумевает наличие приспособлений, по которым провод будет катиться. Эти приспособления – ролики (4 на фото выше).
- На промежуточных опорах (опорах на прямых трассах) развешиваются ролики РР-1 (RT-1). На анкерных опорах (опорах на углах трассы 90° и 150°) развешиваются ролик РР-2 (RT-5).
- Трос пропускается меду креплениями роликов от края трассы к месту установки барабана с СИП.
- У барабана производится сборка вертлюга с монтажным чулком.
- Далее трос начинает тянуться и через ролики СИП растягивается по трассе.
- На промежуточных опорах провод подвешивается к кронштейнам ES с помощью промежуточных подвесов CS-2 . На опорах анкерных и угловых провод крепится с помощью анкерного зажима к анкерным кронштейнам (CS 1500).
 На опорах анкерных и угловых провод крепится с помощью анкерного зажима к анкерным кронштейнам (CS 1500).
На опорах анкерных и угловых провод крепится с помощью анкерного зажима к анкерным кронштейнам (CS 1500).Вывод
В завершении отмечу, что приведенные приспособления для раскатки провода СИП могут маркироваться иначе. Всё зависит от производителя, но от маркировки их функциональность не меняется.
©Ehto.ru
Статьи по теме: Электрика частного дома
Линии электропередачопора линий электропередач установка, провод электрический выбор, СИП провод монтаж
Технологическая карта подвеса — ID Energy
1.ВВЕДЕНИЕ
Технологическая карта разработана на подвес провода СИП.
Все виды работ выполняться квалифицированным персоналом согласно с действующими требованиями «Правил технической эксплуатации электроустановок потребителей» и «Межотраслевых правил по охране труда при эксплуатации электроустановок».
Мусор и лишний грунт вывозятся автотранспортом на расстояние до 10 км в места, отведенные местной администрацией.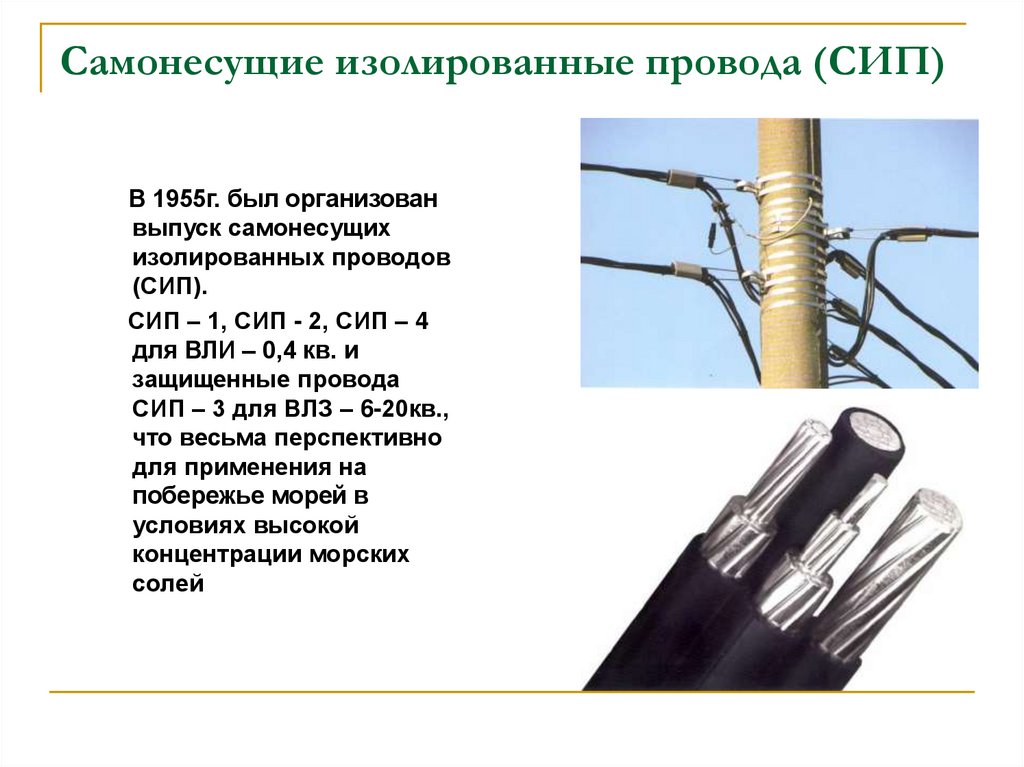
Подвес провода СИП включает в себя следующие виды работ:
- Раскатка провода СИП;
- Натягивание провода СИП;
- Визирование провода СИП;
- Закрепление провода СИП.
2. ТЕХНОЛОГИЯ РАБОТ
2.1. ПОДВЕС ПРОВОДА СИП
Раскатка провода СИП
1. Технология раскатки СИП предусматривает следующие виды работ:
- установка барабана;
- установка механизма для раскатки СИП у анкерной опоры;
- раскатка каната-лидера по роликам;
- связь между тросом и СИП;
- раскатка СИП;
- натяжение и закрепление СИП в анкерном пролёте;
- регулировка СИП;
- установка зажима подвески на несущей нулевой жиле.
2. Установка барабана
Предпочтительно, чтобы барабан был расположен вблизи опоры, на которой производится окончательная регулировка стрел провеса и тяжения. Барабан устанавливается на расстоянии от опоры равном, по меньшей мере, высоте опоры от поверхности земли. Раскатку производят без рывков под тяжением. Во время раскатки, СИП не должен касаться земли, металлических и бетонных конструкций.
Раскатку производят без рывков под тяжением. Во время раскатки, СИП не должен касаться земли, металлических и бетонных конструкций.
3. Установка механизма для раскатки СИП на анкерной опоре
До начала работ по раскатке СИП следует на расстоянии 10-15 м от анкерной опоры подготовить площадку, установить и надежно закрепить на ней раскаточное устройство (колесно-кабельный транспортер или кабельные домкраты). Подкатить к раскаточному устройству барабан с СИП, подготовить комплект раскаточных роликов, перемотать из бухты на металлическую катушку канат-лидер. Канат-лидер из синтетических волокона диаметром 10мм и длиной 30-50м предназначен для раскатки СИП вручную; канат из синтетических волокон диаметром 12мм и длиной 300м и более, предназначен для раскатки с применением механизмов.
4. Раскатка канат-лидера по роликам
Бригада разделяется на два звена. Первое звено в составе двух электролинейщиков готовит к раскатке барабан с СИП. Второе звено в составе трех электролинейщиков готовит механизм для раскатки СИП (бензиновый двигатель, машина или другой аналогичный механизм) и производит раскатку каната-лидера с одновременной подвеской монтажных роликов RT 2 и промежуточной подвески ES 1500Е на опорах монтируемого участка ВЛИ. Подъем каната-лидера, и установка роликов с промежуточной подвеской производятся по мере продвижения вдоль анкерного пролета от механизма раскатки к барабану с СИП. Крепление промежуточной подвески ES 1500Е к опорам производится при помощи металлической ленты F207 и скрепы NC20; если в опоре есть технологическое отверстие, то промежуточная подвеска может крепиться на болт. Ролики RT 2 крепятся за отверстие в кронштейне промежуточной подвески ES 1500Е. Состав комплекта и количество раскаточных роликов типа RT 5 и RT 2, зависят от числа промежуточных, анкерных, угловых анкерных и других сложных опор в анкерном пролёте.
Подъем каната-лидера, и установка роликов с промежуточной подвеской производятся по мере продвижения вдоль анкерного пролета от механизма раскатки к барабану с СИП. Крепление промежуточной подвески ES 1500Е к опорам производится при помощи металлической ленты F207 и скрепы NC20; если в опоре есть технологическое отверстие, то промежуточная подвеска может крепиться на болт. Ролики RT 2 крепятся за отверстие в кронштейне промежуточной подвески ES 1500Е. Состав комплекта и количество раскаточных роликов типа RT 5 и RT 2, зависят от числа промежуточных, анкерных, угловых анкерных и других сложных опор в анкерном пролёте.
Ролики крепятся на опорах таким образом, чтобы ось жгута СИП была на уровне лодочки поддерживающего зажима. Это делается для снижения усилий на зажимы при перекладке и во избежание неправильной регулировки зажимов на угловых промежуточных опорах. Ролики для раскатки RT 5, крепятся прямо на стойках опорах при помощи устройства крепления с ремнём. Ролики RT 5 применяются, главным образом, на анкерных и других сложных опорах. Ролики RT 2 крепятся за отверстие в кронштейне промежуточной подвески ES 1500Е, при этом значительно сокращается время раскатки СИП. Ролики RT2 применяются, в основном, на промежуточных опорах.
Ролики RT 2 крепятся за отверстие в кронштейне промежуточной подвески ES 1500Е, при этом значительно сокращается время раскатки СИП. Ролики RT2 применяются, в основном, на промежуточных опорах.
- Раскатка
СИП сечением токопроводящей жилы сечением до 50 ммг может осуществляться вручную на ограниченных участках ВЛИ (до 100 м) и пролётами до 50 м.
Все остальное только механически. После проверки готовности к раскатке СИП дается команда на запуск двигателя раскаточного механизма. Обязанности между членами бригады распределяются следующим образом: один электролинейщик на линии регулирует работу бензомоторного двигателя и следит за равномерностью намотки каната-лидера на катушку раскаточного механизма, другой — следит за плавностью вращения барабана с СИП, остальные наблюдают за прохождением узла соединения каната-лидера с СИП через раскаточные ролики. В случае необходимости команды об остановке раскатки передаются электролинейщику, находящемуся у раскаточного механизма.
Процесс раскатки продолжается до тех пор, пока весь канат-лидер не навьется на металлическую катушку раскаточного механизма, а узел соединения каната с раскаточным чулком не приблизится вплотную к катушке. Бензомоторный двигатель останавливают, СИП прикрепляют к анкерной опоре капроновым тросом или временным анкером, после чего освобождают от чулка канат-лидер, а затем СИП. В конце раскатки, когда СИП прошел последний ролик, необходимо оставить свободный конец жгута длиной, достаточной для электрического соединения проводов. С целью беспрепятственного прохождения всего СИП через ролики, особенно на первой и на угловых опорах, следует внимательно и осторожно выполнять все технологические операции. В процессе раскатки не допускается трение СИП о поверхность земли, металлические и железобетонные элементы опор, зданий и сооружений. Скорость раскатки СИП не должна превышать 5 км/ч.
Натягивание и закрепление провода СИП.
В процессе натяжения и закрепления СИП в анкерном пролете выполняют установку анкерного зажима и закрепление СИП на первой анкерной опоре, натяжение СИП и закрепление его на второй анкерной опоре, закрепление СИП на промежуточных опорах. По монтажным таблицам в зависимости от температуры окружающего воздуха, марки, сечения СИП и расстановки опор в анкерном пролёте определяют величину усилия, с которым будет натягиваться несущая нулевая жила СИП. Допускается натягивать СИП с усилием, превышающим проектное значение не более чем на 5 %, учитывая удлинение СИП через несколько часов после окончания монтажа за счет освобождения от деформаций, возникших при намотке и хранении на барабане.
По монтажным таблицам в зависимости от температуры окружающего воздуха, марки, сечения СИП и расстановки опор в анкерном пролёте определяют величину усилия, с которым будет натягиваться несущая нулевая жила СИП. Допускается натягивать СИП с усилием, превышающим проектное значение не более чем на 5 %, учитывая удлинение СИП через несколько часов после окончания монтажа за счет освобождения от деформаций, возникших при намотке и хранении на барабане.
Визуально (по стрелам провеса) оценивают качество натяжки СИП в анкерном пролете, после чего провод, как правило, до начала следующей смены, оставляют «отвисеться».
Регулировку стрел провеса выполняют следующим образом:
— Устанавливают анкерный зажим НБ-2-6а на несущую нулевую жилу на концевой (анкерной) опоре. На жгут в месте около анкерного зажима накладывают пластиковый стяжной хомут Е 778 для предотвращения раскручивания жгута.
— Подвешивают зажим на кронштейн концевой опоры 47/1.
— Одновременно сматывают излишки СИП на барабан.
— Устанавливают на несущую нулевую жилу, как можно дальше в пролет, монтажный зажим SCT 50-70 и прикрепляют к нему динамометр и ручную лебедку РТ 500 или РТ1000, предварительно закрепленную на первой опоре линии.
— Натягивают СИП ручной лебедки РТ 500, при этом усилие контролируют с помощью динамометра.
— Закрепляют зажим на кронштейне и устанавливают его на несущую нулевую жилу.
— Удаляют ручную лебедку РТ 500 или РТ1000.
— Стяжным хомутом Е 778 связать жилы вместе.
Схема регулировки стрел провеса
Регулировка СИП.
Измерение усилия в проводе осуществляется динамометром. Несоблюдение этого требования может привести к нарушению габаритов СИП или возникновению недопустимых нагрузок и воздействий на опоры ВЛИ.
Подвеска СИП осуществляется с помощью крепежной арматуры, которая закрепляется только на несущую нулевую жилу (для магистральных СИП). В расчетах подвески СИП учитываются следующие климатические модели нагрузок рассчитанные по нормам применяемым в Приморском крае, г. Артем:
Артем:
1. Температура +20°С, ветер и гололед отсутствуют.
2. Температура -20°С, ветер и гололед отсутствуют.
3. Провода покрыты гололедом, температура -5°С, ветер отсутствует.
4. Скоростной напор ветра 26,5 даН/м2 температура -5°С, гололед отсутствует.
5. Провода покрыты гололедом, температура -5°С, скоростной напор ветра 6,65 даН/м2 Какими бы ни были климатические условия (скоростные напоры ветра, температура, налипание снега, гололедно-изморозовые отложения), усилие, прикладываемое к несущей нулевой жиле СИП не должно превышать 700 даН.
Тяжение при подвеске СИП на опорах ВЛИ 6,0 кВ определяется по графикам (монтажным таблицам) в зависимости от длины пролета и расчетных параметров.
2.2. МЕРЫ БЕЗОПАСНОСТИ ПРИ МОНТАЖНЫХ РАБОТАХ
При монтаже проводов и тросов до начала работ следует проверить исправность подъемных механизмов, приспособлений и монтажного инструмента. Все рабочие, занятые на раскатке, подъеме и натягивании проводов, должны твердо знать сигналы и команды, связанные с производством работ.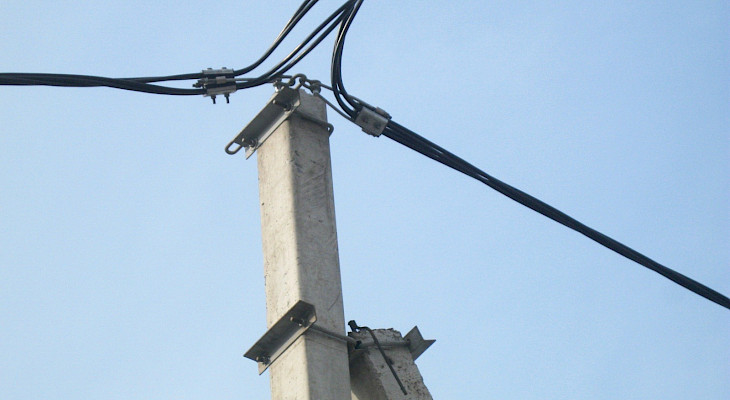
При разгрузке и перекатке барабанов с проводом надо следить, чтобы их выступающие части не захватывали одежду. Перевозят и разгружают барабаны так, чтобы исключалась возможность их падения на землю. Запрещается сбрасывать барабаны с машины. Как правило, выгрузка барабанов механизирована. При ручной разгрузке барабан спускают по слегам, оттягивая его тросом или канатом в противоположную сторону.
При раскатке проводов нужно проверить устойчивость раскаточных устройств, на которые установлены барабаны, тормозные приспособления и удалить выступающие гвозди. Раскатку и вытяжку проводов производят в брезентовых рукавицах, а при ручной раскатке используют брезентовые наплечники. Запрещается при раскатке и вытяжке проводов вручную опоясываться проводом и надевать его петлю на руку или плечо. Раскатку проводов на косогорах выполняют сверху вниз.
Раскатанный провод или трос необходимо тщательно осмотреть и устранить обнаруженные дефекты, которые могут стать причиной обрыва при натягивании и нанести травму. Если натягиваемый провод или трос зацепился за какой-нибудь предмет на земле, не разрешается подходить к нему с внутренней стороны угла или со стороны, куда провод может соскочить после освобождения. Нельзя находиться под проводами и тросами во время их подъема и вытяжки. При раскатке, подъеме и натягивании проводов и тросов через проезжие дороги нельзя допускать проезд транспорта до подъема проводов на проектную высоту и надежного закрепления. Для остановки транспорта с обеих сторон перехода должны быть выставлены сигналисты.
Если натягиваемый провод или трос зацепился за какой-нибудь предмет на земле, не разрешается подходить к нему с внутренней стороны угла или со стороны, куда провод может соскочить после освобождения. Нельзя находиться под проводами и тросами во время их подъема и вытяжки. При раскатке, подъеме и натягивании проводов и тросов через проезжие дороги нельзя допускать проезд транспорта до подъема проводов на проектную высоту и надежного закрепления. Для остановки транспорта с обеих сторон перехода должны быть выставлены сигналисты.
2.3 КОНТРОЛЬ КАЧЕСТВА И ПРИЕМКА РАБОТ
Монтаж провода СИП рекомендуется производить с соблюдением технологий, приведенных в действующих технических и методических документах, с применением специальной линейной арматуры, механизмов, приспособлений и инструмента, при температуре окружающего воздуха не ниже минус 20°С. При этом необходимо соблюдать следующие основные требования:
— тщательно подготовить трассу ВЛ, выполнить расчистку просеки, удалив деревья или крупные ветви, мешающие установке опор, раскатке и регулировке проводов;
— при сооружении ВЛ взамен пришедшей в негодность по той же трассе конструкции старой линии должны быть демонтированы до начала установки новых опор;
— принять меры для исключения повреждения изолирующего покрытия проводов при их раскатке и регулировке, исключить касание земли, бетонных и металлических конструкций, крупных ветвей деревьев;
— раскатку проводов производить под тяжением;
— монтаж проводов рекомендуется поручать специально обученным бригадам строительно-монтажных или эксплуатационных организаций;
— строго соблюдать монтажные усилия и стрелы провеса при регулировке проводов, не допускать перетяжку проводов.
КАК ПОСТРОИТЬ ЗИПЛАЙН — РАЗДЕЛ ВТОРОЙ
– BackyardZiplines.com
МАКСИМАЛЬНО ДОПУСТИМЫЙ НАКЛОН СОСТАВЛЯЕТ 3% (3 ФУТА НА КАЖДЫЕ 100 ФУТОВ РАССТОЯНИЯ) ДЛЯ ТРАНСПОРТИРОВКИ, НА КОТОРОЙ НЕ ИСПОЛЬЗУЕТСЯ ТОРМОЗНАЯ СТЯЖКА ( СТОПОРНЫЙ БЛОК НЕ ЯВЛЯЕТСЯ ТОРМОЗНОЙ СИСТЕМОЙ ). МАКСИМАЛЬНО ДОПУСТИМЫЙ НАКЛОН СОСТАВЛЯЕТ 6% (ПАДЕНИЕ 6 ФУТОВ НА 100 ФУТОВ РАССТОЯНИЯ) ДЛЯ ЗИПЛАЙНОВ, В КОТОРЫХ ИСПОЛЬЗУЕТСЯ ТОРМОЗ АНГЛИ.
!!ВНИМАНИЕ!! ТЯЖЕЛАЯ ЛИНИЯ НИКОГДА НЕ ДОЛЖНА БЫТЬ ПРЕВЫШАТЬ 6% НАКЛОН ЕЗДЫ. СТОЛКНОВЕНИЕ НА ВЫСОКОЙ СКОРОСТИ С КОНЕЧНОЙ ТОЧКОЙ МОЖЕТ ПРИВЕСТИ К ТРАВМАМ ИЛИ СМЕРТИ.
CHETCO, HORNET, SPRING & 1/4″ CABLE KITS
ONE TURNBUCKLE ZIP LINE KITS
1 UNSCREW NUTS OR PULL COTTER PINS ИЗ БОЛТОВ. ВЫТЯНИТЕ БОЛТЫ ИЗ ЧЕЛЮСТЕЙ ТАРЕЛКИ.
2 0007
3 ОБМОТИТЕ КАБЕЛЬНУЮ СТРОПУ ВОКРУГ АНКЕРА (ДЛЯ ДЕРЕВЯННЫХ ЗАЩИТНИКОВ СМ. 4 ПОМЕСТИТЕ КОНЦЫ ПЕТЛИ СТРОПЫ В ЗАЖИМ ТАНКЕРА. ЗАКРЕПИТЕ БОЛТ ГАЙКОЙ ИЛИ ШПИЛЬКОМ. ИСПОЛЬЗУЙТЕ КЛЮЧ, ЧТОБЫ ЗАТЯНУТЬ ГАЙКУ. ИСПОЛЬЗУЙТЕ ПЛОСКОГУБЦЫ, ЧТОБЫ СОГНУТЬ ШПИЛЬКУ. 5 ВСТАВЬТЕ КОНЕЦ ГЛАВНОГО КАБЕЛЯ С НАКОНЕЧНИКОМ В ДРУГОЙ ЗАЖИМ ТЯГКИ. ЗАКРЕПИТЕ БОЛТ ГАЙКОЙ ИЛИ ШПИЛЬКОМ. ИСПОЛЬЗУЙТЕ КЛЮЧ, ЧТОБЫ ЗАТЯНУТЬ ГАЙКУ. ИСПОЛЬЗУЙТЕ ПЛОСКОГУБЦЫ, ЧТОБЫ СОГНУТЬ ШПИЛЬНИК |
 РАЗДЕЛ 3).
РАЗДЕЛ 3). 6 ПРОВЕДИТЕ КАБЕЛЬ ЧЕРЕЗ ТЕЛЕЖКУ CHETCO И КАБЕЛЬНЫЙ ЗАЖИМ. Оберните кабель вокруг якоря и проденьте его через зажим.
ПРИМЕЧАНИЕ: ЕСЛИ У ВАС ЕСТЬ ПРУЖИННЫЙ ТОРМОЗ, НАГРУЗИТЕ НА ТРОС НА СТОРОНЕ ТЕЛЕЖКИ ВНИЗ.
7 НАТЯЖИТЕ ТРОС ТРОСА ZIP LINE, ПОтянув ЗА тупик ИЛИ С ПОМОЩЬЮ КОМПЛЕКТА НАТЯЖИТЕЛЯ (ДОПОЛНИТЕЛЬНЫЙ ПОЗИЦИЯ).
8 НАТЯГАТЬ ТРОС. ЧАСТЬ U-ОБРАЗНОГО БОЛТА ЗАЖИМОВ ДОЛЖНА ПРИЖИМАТЬСЯ К ТУПИЧНОМУ КОНЦУ КАБЕЛЯ. ЗАТЯНИТЕ КАБЕЛЬНЫЕ ЗАЖИМЫ УМЕРЕННО ЗАТЯГИВАНИЕ (≈ 15 ФУТ-ФУТОВ) НА 1-2 ДЮЙМАХ.
ЗАТЯНИТЕ КАБЕЛЬНЫЕ ЗАЖИМЫ УМЕРЕННО ЗАТЯГИВАНИЕ (≈ 15 ФУТ-ФУТОВ) НА 1-2 ДЮЙМАХ.
!!ВНИМАНИЕ!! НИКОГДА НЕ ПЫТАЙТЕСЬ ПОЕХАТЬ ИЛИ ПРИКЛАДЫВАЙТЕ ГРУЗ НА СТРЕЛКУ ДО ИСПЫТАНИЯ ВЕСОМ ИЛИ ПОКА НАТЯЖНАЯ ЛЕБЕДКА ОСТАЕТСЯ НАТЯЖЕННОЙ.
9 ПРОВЕРЬТЕ ТАРЕЛКУ, ЕСЛИ ТРОС ТРЕБУЕТСЯ БОЛЬШЕ НАТЯЖИТЬ.
10 УСТАНОВИТЕ РЕЗЕРВНЫЕ КАБЕЛИ. ПРОВЕДИТЕ ОБА КОНЦА КАБЕЛЬНОЙ СЕКЦИИ ЧЕРЕЗ КАБЕЛЬНЫЕ ПРОУШИНЫ И ЗАКРЕПИТЕ КАБЕЛЬНЫМИ ЗАЖИМАМИ. ВАЖНО УСТРАНИТЬ МАКСИМАЛЬНО ВОЗМОЖНЫЙ ПРОБЕЛ ПЕРЕД ОКОНЧАТЕЛЬНЫМ ЗАЖИМОМ.
ПОЛЕЗНЫЙ СОВЕТ: В КОМПЛЕКТАХ CHETCO, BLACK RAPTOR, HORNET И ПРУЖИН ОПОРНЫЕ КАБЕЛИ СОСТАВЛЯЮТ 5/16 ДЮЙМА, ЗАТЯНИТЕ ЗАЖИМЫ КАБЕЛЕЙ НА ОПОРНЫХ КАБЕЛЯХ ДО 30 ФУТОВ. фунтов
ДЛИНА МОЛНИЯ | РЕКОМЕНДУЕМЫЙ РАЗМЕР КАБЕЛЯ | МОМЕНТ ЗАЖИМА |
|---|---|---|
ДО 200 футов | 1/4″ | 15 фунтов. |
ДО 500 футов | 5/16″ | 30 фунтов. |
ДО 1000 футов | 3/8 дюйма | 45 фунтов. |
ROGUE SERIES, ULTIMATE TORPEDO, 5/16″ & 3/8″ CABLE KITS
TWO TURNBUCKLE ZIP LINE KITS
1 ОТВЕРНИТЕ ГАЙКИ ИЛИ СНЯТЬ ШПИЛЬКИ С БОЛТОВ. ВЫТЯНИТЕ БОЛТЫ ОТ ТАРЕЛКИ.
2 СОБЕРИТЕ ТАРЕЛКУ, ПРИВИНТИВ ШАГИ ДО ВЫДВИЖЕНИЯ, КАК ПОКАЗАНО. R С R, L С L (ОБРАТНАЯ РЕЗЬБА). ТАРПАР ДОЛЖЕН ВСЕГДА ИМЕТЬ ПОЛНУЮ РЕЗЬБУ.
3 ОБМОТИТЕ КАБЕЛЬНУЮ СТЯЖКУ ВОКРУГ АНКЕРА (ДЛЯ ЗАЩИТЫ ДЕРЕВА СМ. РАЗДЕЛ 3).
РАЗДЕЛ 3).
4 ПОМЕСТИТЕ КОНЦЫ ПЕТЛИ СТРОПА В ЗАЖИМ ТАНКЕРА. ЗАКРЕПИТЕ БОЛТ ГАЙКОЙ ИЛИ ШПИЛЬКОМ. ИСПОЛЬЗУЙТЕ КЛЮЧ, ЧТОБЫ ЗАТЯНУТЬ ГАЙКУ. ИСПОЛЬЗУЙТЕ ПЛОСКОГУБЦЫ, ЧТОБЫ СОГНУТЬ ШПИЛЬКУ.
5 ВСТАВЬТЕ НАКОНЕЧНИК ГЛАВНОГО ТРОСА В ДРУГУЮ ЗАЖИМУ ТЯГКИ. ЗАКРЕПИТЕ БОЛТ ГАЙКОЙ ИЛИ ШПИЛЬКОМ. ИСПОЛЬЗУЙТЕ КЛЮЧ, ЧТОБЫ ЗАТЯНУТЬ ГАЙКУ. ИСПОЛЬЗУЙТЕ ПЛОСКОГУБЦЫ, ЧТОБЫ СОГНУТЬ ШПИЛЬКУ.
6 ЕСЛИ ИСПОЛЬЗУЕТСЯ НАТЯЖЕНИЕ, ПРИКРЕПИТЕ ЛЕБЕДКУ КО ВТОРОМУ ЯКОРЮ С ПОМОЩЬЮ СТЯПА И ТРОСОВОГО ЗАХВАТА К КАБЕЛЮ. НАТЯЖЕНИЕ ГЛАВНОГО ТРОСА ZIP LINE. (ИНСТРУКЦИИ ПО НАТЯЖЕНИЮ СМ. НА СТРАНИЦАХ ЗДЕСЬ) 7 ОБВАТИТЕ КАБЕЛЬНУЮ СТЯЖКУ ВОКРУГ АНКЕРА НА РАСЧЕТНОЙ ВЫСОТЕ, ПОДСОЕДИНИТЕ ТЯГКУ К ПЕТЛЯМ КАБЕЛЬНОЙ СТЯЖКИ И ЗАКРЕПИТЕ ГАЙКОЙ ИЛИ ШПИЛЬКОЙ. ИСПОЛЬЗУЙТЕ КЛЮЧ, ЧТОБЫ ЗАТЯНУТЬ ГАЙКУ. ИСПОЛЬЗУЙТЕ ПЛОСКОГУБЦЫ, ЧТОБЫ СОГНУТЬ ШПИЛЬКУ. |
8 ВЕНТИЛЬНЫЙ БОЛТ ЧЕРЕЗ БОЛТ И ЗАКРЕПИТЬ БОЛТОМ ИЛИ ШПИЛЬКОМ. ДЛЯ ЗАТЯЖКИ ГАЙКИ ИСПОЛЬЗУЙТЕ гаечный ключ или плоскогубцы. ИСПОЛЬЗУЙТЕ ПЛОСКОГУБЦЫ, ЧТОБЫ СОГНУТЬ ШПИЛЬКУ. ПРОТЯЖИТЕ ГЛАВНЫЙ КАБЕЛЬ СНАЧАЛА ЧЕРЕЗ ТРИ КАБЕЛЬНЫХ ЗАЖИМА, ВОКРУГ НАУШНИКА И НАЗАД ЧЕРЕЗ КАБЕЛЬНЫЕ ЗАЖИМЫ.
ДЛЯ ЗАТЯЖКИ ГАЙКИ ИСПОЛЬЗУЙТЕ гаечный ключ или плоскогубцы. ИСПОЛЬЗУЙТЕ ПЛОСКОГУБЦЫ, ЧТОБЫ СОГНУТЬ ШПИЛЬКУ. ПРОТЯЖИТЕ ГЛАВНЫЙ КАБЕЛЬ СНАЧАЛА ЧЕРЕЗ ТРИ КАБЕЛЬНЫХ ЗАЖИМА, ВОКРУГ НАУШНИКА И НАЗАД ЧЕРЕЗ КАБЕЛЬНЫЕ ЗАЖИМЫ.
!!ВНИМАНИЕ!! НИКОГДА НЕ ПЫТАЙТЕСЬ ЕЗДАТЬ ИЛИ ПРИКЛАДЫВАТЬ ВЕС НА ТЯГКУ, ЕСЛИ НА ЛЕБЕДКЕ ОСТАЕТСЯ НАТЯЖЕНИЕ.
9 НАТЯГИТЕ ТРОС. ЧАСТЬ U-ОБРАЗНОГО БОЛТА ЗАЖИМОВ ДОЛЖНА ПРИЖИМАТЬСЯ К ТУПИЧНОМУ КОНЦУ КАБЕЛЯ. ЗАТЯГИВАЙТЕ КАБЕЛЬНЫЕ ЗАЖИМЫ СРЕДНЕ ДО ЗАТЯЖКИ, ДЛЯ КАБЕЛЯ СЕРИИ ROGUE ИЛИ КАБЕЛЯ 5/16 ДЮЙМА (≈ 30 ФУТ-ФУНТОВ), ДЛЯ КАБЕЛЯ 3/8” (≈ 45 ФУТ-ФУНТОВ) НА РАССТОЯНИИ 1-2 ДЮЙМА
10 УСТАНОВИТЕ РЕЗЕРВНЫЕ КАБЕЛИ. РЕЗЕРВНЫЙ КАБЕЛЬ ДОЛЖЕН ПРОХОДИТЬ ЧЕРЕЗ КАБЕЛЬНЫЕ ПЕТЛИ С ОБЕИХ СТОРОН. ВАЖНО УСТРАНИТЬ МАКСИМАЛЬНО ВОЗМОЖНЫЙ ПРОБЕЛ ПЕРЕД ОКОНЧАТЕЛЬНЫМ ЗАЖИМОМ.
11 ПРИ ИСПОЛЬЗОВАНИИ КОМПЛЕКТА ДЛЯ НАТЯЖЕНИЯ СНИМИТЕ НАТЯЖЕНИЕ И ПЕРЕНЕСИТЕ НАГРУЗКУ НА ГЛАВНУЮ СТЯЖКУ.
КОМПЛЕКТ ROGUE PRO
90 90 90
. ПОДНЯТЬ ДО ОПРЕДЕЛЕННОЙ ВЫСОТЫ.
ПОДНЯТЬ ДО ОПРЕДЕЛЕННОЙ ВЫСОТЫ.
Connect петли из Кабельная стропа до 9/16 Краткая связь на расчетной высоте , Connect до из до из . . ЗАТЯНИТЕ QUICK LINK КЛЮЧОМ.
РАССТОЯНИЕ МЕЖДУ QUICK LINK И ДЕРЕВЕМ ДОЛЖНО БЫТЬ НЕ МЕНЕЕ ПОЛОВИНЫ ДИАМЕТРА ДЕРЕВА. ЕСЛИ КАБЕЛЬНОЙ ПОДВЕСКИ НЕ ДОСТАТОЧНО ДЛИННОЙ, ПОЗВОНИТЕ НАМ И ЗАПРОСИТЕ ИНДИВИДУАЛЬНУЮ КАБЕЛЬНУЮ ПОДВЕСКУ. 9.
Комплект для натяжения
3 для расширения набора натяжения: Поместите Переключатель направления в нейтральное. НАЖМИТЕ ПЕРЕКЛЮЧАТЕЛЬ С ХРАПОВЫМ ЧТОБЫ ОТКЛЮЧИТЬ ПЕРЕДАЧУ, ВЫТЯГИВАЯ ТРОС ДЛЯ РАЗМОТКИ.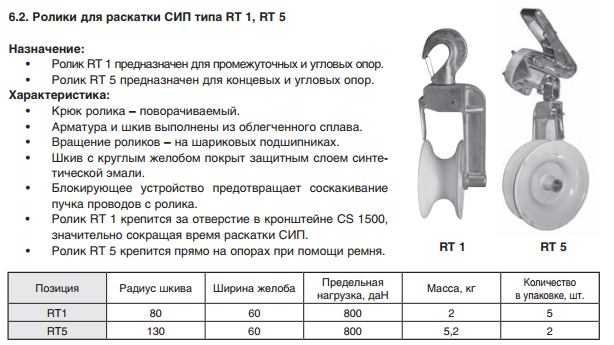
ПОЛЕЗНЫЙ СОВЕТ: ЕСЛИ ХРАПОВИКА СОПРОТИВЛЯЕТСЯ, ПЕРЕВЕДИТЕ ПЕРЕКЛЮЧАТЕЛЬ НАПРАВЛЕНИЙ В НИЖНЕЕ ПОЛОЖЕНИЕ И ИСПОЛЬЗУЙТЕ РУЧКУ-ХРАПОВИК, ЧТОБЫ ПРЕВОСХОДИТЬ СОПРОТИВЛЕНИЕ.
4 Wrap Stensioner Strap Вокруг второго Якорь , примерно в футе над расчетной высотой линии молнии и крючком Натяжитель в Струпол . ОТКРЫТЬ ЗАХВАТИТЬ , ПРОТЯНУВ ВАЛ В ТЕЧЕНИЕ ЗАЩЕЛКИ. ПРИЛОЖЕНИЕ КАБЕЛЬНЫЙ ЗАХВАТ К КАБЕЛЮ.
5 ЗАКРЫТЬ ЗАЩЕЛКА К ЗАМКУ ТРОС НА МЕСТЕ.
6 . ПЕРЕКЛЮЧАТЕЛЬ ПЕРЕКЛЮЧАТЕЛЬ НАПРАВЛЕНИЯ НА « ВВЕРХ» (U) . РУКОЯТКА РУЧКА ДЛЯ НАТЯЖЕНИЯ, ПОКА МОЛНИЯ КАБЕЛЬ НЕ ПОДНЯТ ОТ ЗЕМЛИ НА СООТВЕТСТВУЮЩУЮ ВЫСОТУ.
!!ВНИМАНИЕ!! НИКОГДА НЕ ПЫТАЙТЕСЬ НАТЯЖАТЬ ТЯНУ, КОГДА ЛЕБЕДКА ПЕРЕКЛЮЧЕНА В ПОЛОЖЕНИЕ «ВНИЗ» (D).
7 Обертка Второй Кабельный строп Около Якорь на расчетной высоте, подключитесь к Thimble и 9/16 Quick Link . ЗАТЯНИТЕ БЫСТРОЕ СОЕДИНЕНИЕ С ПОМОЩЬЮ ГАЕЧНОГО КЛЮЧА.
8 РЕЗЬБА ТРОС СКВОЗНОЙ БЫСТРОЕ СОЕДИНЕНИЕ , ВОКРУГ НАПЕРЕЧНИК И НАЗАД НА СЕБЯ, НАТЯГИВАЯ. ЗАКРЕПИТЬ С ПОМОЩЬЮ ЗАЖИМОВ . U-Bolt Часть зажимы ДОЛЖНЫ нажать на Dead End кабеля и Седло Нажмите на Live End кабеля.
9 ЗАЖИМЫ ДОЛЖНЫ БЫТЬ РАЗМЕЩЕНЫ ОТ 1 ДО 2 ДЮЙМОВ РАЗБОРКА И ДОЛЖНА БЫТЬ ЗАТЯЖЕНА ГАЕЧНЫМ КЛЮЧЕМ ДО УМЕРЕННОЙ ЗАТЯЖКИ (≈30 FT.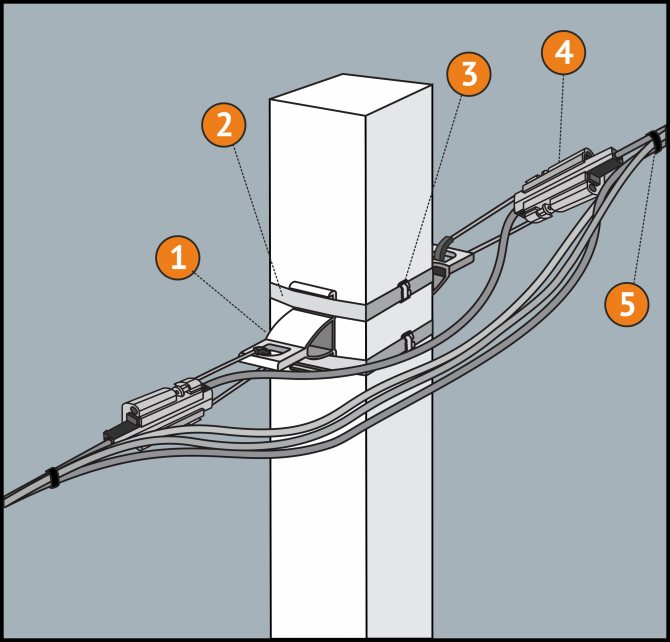 LBS).
LBS).
!!ВНИМАНИЕ!! ТЯЖЕЛАЯ ЛИНИЯ НИКОГДА НЕ ДОЛЖНА БЫТЬ ПРЕВЫШАТЬ 6% НАКЛОН ЕЗДЫ. СТОЛКНОВЕНИЕ НА ВЫСОКОЙ СКОРОСТИ С КОНЕЧНОЙ ТОЧКОЙ МОЖЕТ ПРИВЕСТИ К ТРАВМАМ ИЛИ СМЕРТИ.
10 ВЫПУСК ЛЕБЕДКА НАТЯЖЕНИЕ ПОВОРОТОМ ПЕРЕКЛЮЧАТЕЛЬ НА «И РУКОЯТКА И ВНИЗ»
НАТЯЖЕНИЕ ПЕРЕДАЕТСЯ НА ГЛАВНЫЙ ТРОС И НАТЯЖЕНИЕ КОМПЛЕКТ ПОДВЕШИВАЕТСЯ НА СВЯЗИ. СНИМИТЕ ЗАХВАТИТЕ , НАЖИМАЯ ВПЕРЕД. СНИМИТЕ НАТЯЖНОЙ КОМПЛЕКТ И ЛЕНТУ.
Sleadd Kits
КЛЮЧИ НА 1/2″, 11/16″ И 7/8″ (В КОМПЛЕКТЕ) | ШЕСТИГРАННЫЙ КЛЮЧ 3/16” (В КОМПЛЕКТЕ) |
ПЕРЧАТКИ (НЕ ВКЛЮЧЕНЫ) |
КАБЕЛЬНАЯ СТРОПА, TRI-LINK ™ И ЛЕБЕДКА МОЖЕТ БЫТЬ УСТАНОВЛЕНА НА ЛЮБУЮ СТРЮКУ. ПОМНИТЕ, ЧТО ЭТИ КОМПОНЕНТЫ ЗАНИМАЮТ 3-4 ФУТА. ДЛИНЫ; РЕШИТЕ, КАКОЙ КОНЕЦ БУДЕТ НАИБОЛЕЕ ПРАКТИЧНЫМ ДЛЯ ВАШИХ гонщиков.
ПОМНИТЕ, ЧТО ЭТИ КОМПОНЕНТЫ ЗАНИМАЮТ 3-4 ФУТА. ДЛИНЫ; РЕШИТЕ, КАКОЙ КОНЕЦ БУДЕТ НАИБОЛЕЕ ПРАКТИЧНЫМ ДЛЯ ВАШИХ гонщиков.
КОМПЛЕКТЫ ДЛЯ 150LX И 250LX
РЕЗЬБА КАБЕЛЬНАЯ СТРОПА ЧЕРЕЗ ЦЕНТРАЛЬНЫЕ ОТВЕРСТИЯ 8 ЗАЩИТНЫХ БЛОКОВ . . ПОДНЯТЬ ДО ОПРЕДЕЛЕННОЙ ВЫСОТЫ. СОЗДАЙТЕ ПЕТЛЮ НА ОТКРЫТОМ КОНЦЕ КАБЕЛЬНОГО СТРОПА И ОТРЕГУЛИРУЙТЕ ТАК, ЧТОБЫ ПЕТЛИ СТРОПА ВСТРЕЧАЛИСЬ НА РАССТОЯНИИ ПОЛОВИНЫ ДИАМЕТРА АНКЕРА.
| . ОТ 1 ДО 2 ДЮЙМОВ ЗАЖИМЫ ДОЛЖНЫ РАССТОЯТЬСЯ И ДОЛЖНЫ ЗАТЯГИВАТЬСЯ ГАЕЧНЫМ КЛЮЧОМ НА УМЕРЕННУЮ ЗАТЯЖКУ (≈30 ФУТ-ФУТ). | |
U-БОЛТ ЗАЖИМОВ ДОЛЖЕН НАЖАТЬ НА ТУПИК КАБЕЛЯ И СЕДЛО НАЖАТЬ НА КОНЕЦ ПОД НАПРЯЖЕНИЕМ КАБЕЛЯ. |
СОЕДИНЕНИЕ КРЮК НА ЛЕБЕДКЕ К ТОЧКЕ ПРИКРЕПЛЕНИЯ С МАРКИРОВКОЙ
Connect Cable Sling Loops с использованием A 9/16 Quick Link к точке прикрепления ‘Anchor’
на TRI-Link ™ 0005 УБЕДИТЕСЬ, ЧТО СТРЕЛКА TRI-LINK™ С МЕСТОМ ПРИКРЕПЛЕНИЯ, ПОМЕТЕННЫМ «ГЛАВНАЯ» , НА ВЕРХУ. ЗАТЯНИТЕ 9/16 QUICK LINK С ИСПОЛЬЗОВАНИЕМ КОМБИНАЦИИ КЛЮЧ . .
ЗАТЯНИТЕ 9/16 QUICK LINK С ИСПОЛЬЗОВАНИЕМ КОМБИНАЦИИ КЛЮЧ . .
ПОЛЕЗНЫЙ СОВЕТ : ИСПОЛЬЗУЙТЕ ТРУБУ ИЛИ РУЧКУ В ЦЕНТРАЛЬНОМ ОТВЕРСТИИ КАТУШКИ ДЛЯ ОБЛЕГЧЕНИЯ РАЗМОТКИ.
РЕЗЬБА Кабель через центральные отверстия 8 Блоки с деревьями
WRAP Кабель около противоположный анкер на назначенной высоте.
ПОТЯНИТЕ РУКУ КАК МОЖНО СИЛЬНО, В ИДЕАЛЕ ДО ТОГО, ЧТОБЫ КАБЕЛЬ ПО ВСЕЙ ДЛИНЕ НЕ ОТКРЫЛСЯ ОТ ЗЕМЛИ. ОБЯЗАТЕЛЬНО НОСИТЕ ПЕРЧАТКИ . ПОПРОСИТЕ ДРУГА ЗАКРЕПИТЬ КАБЕЛЬ ВОКРУГ АНКЕРА С ПОМОЩЬЮ ТРЕХ ЗАЖИМОВ ДЛЯ КАБЕЛЯ .
ЗАЖИМЫ ДОЛЖНЫ БЫТЬ РАСПОЛОЖЕНЫ ОТ 1 ДО 2 ДЮЙМОВ И ДОЛЖНЫ ЗАТЯГИВАТЬСЯ ГАЕЧНЫМ КЛЮЧОМ НА УМЕРЕННОМ ЗАТЯЖКЕ НА 30 ФУТОВ (≈ 30 ДЮЙМОВ).
U-ОБРАЗНЫЙ БОЛТ ЧАСТЬ ЗАЖИМА ДОЛЖНА НАЖАТЬ НА тупик КАБЕЛЯ И СЕДЛО
ТЕЛЕЖКА В СБОРЕ
РАЗМЕЩЕНИЕ КОЛЕСНОЙ ЧАСТИ ТЕЛЕЖКА НАД ТРОС . НАДВИЖЕНИЕ ОБЪЕМ РУЛЯ ВВЕРХ В БОКОВЫЕ ПЛАСТИНЫ . . ЗАКРЕПИТЬ ГАЙКАМИ . ЗАТЯНИТЕ БОЛТЫ С ШЕСТИГРАННОЙ ШЕСТИГРАННОЙ ГОЛОВКОЙ СРЕДНЕЙ ЗАТЯЖКИ (≈20 ФУНТ-ФУТ) С ПРИНАДЛЕЖНОСТЯМИ КЛЮЧИ .
Натяжительные комплекты Sleadd
Переключатель . РУКОЯТКА ДЛЯ НАТЯЖЕНИЯ ТРОСА.
!!ВНИМАНИЕ!! НИКОГДА НЕ ПЫТАЙТЕСЬ НАТЯЖАТЬ ТЯНУ, КОГДА ЛЕБЕДКА ПЕРЕКЛЮЧЕНА В ПОЛОЖЕНИЕ «ВНИЗ» (D).
КОГДА МОЛНИЯ ЗАТЯНУТА ДО НУЖНОГО НАТЯЖЕНИЯ, ЗАЖИМИТЕ КОРОТКИЙ ТРОС TRI-LINK™ К ГЛАВНЫЙ ТРОС ПЕРЕД ЛЕБЕДКА С ИСПОЛЬЗОВАНИЕМ ЧЕТЫРЕХ КУЛАЧКОВ .
КУЛАЧКОВЫЕ ЗАЖИМЫ ДОЛЖНЫ БЫТЬ РАССТОЯНЫ ОТ 1 ДО 2 ДЮЙМОВ РАЗДЕРЖАТЬ И ЗАТЯНУТЬ ГАЕЧНЫМ КЛЮЧОМ ОТ УМЕРЕННОЙ ЗАТЯЖКИ (≈30 FT. LBS).
!!ВНИМАНИЕ!! НИКОГДА НЕ ПЫТАЙТЕСЬ ЕЗДАТЬ ИЛИ ПРИКЛАДЫВАТЬ ВЕС НА ТЯГКУ, ЕСЛИ НА ЛЕБЕДКЕ ОСТАЕТСЯ НАТЯЖЕНИЕ.
ПЕРЕКЛЮЧАТЕЛЬ ПЕРЕКЛЮЧАТЕЛЬ НАПРАВЛЕНИЯ К «ВНИЗ» (D) ПОЛОЖЕНИЕ. РУКОЯТКА ДЛЯ НАТЯЖНОЙ ЛЕБЕДКИ.
| . | |
ДОПОЛНИТЕЛЬНО: ИСПОЛЬЗОВАНИЕ ВКЛЮЧЕНО КРЮЧОК РЕМЕНЬ ДЛЯ КРЕПЛЕНИЯ РУКОЯТКА ЛЕБЕДКИ НА БЫСТРАЯ ССЫЛКА . ЭТО ЗАЩИТИТ РУЧКУ ОТ УДАРЕНИЯ ВО ВРЕМЯ ПОЕЗДКИ НА ЗИПЛАЙНЕ. | |
СТИЛЫ ПОЛОЖЕНИЯ ЧЕЛОВЕКА
9000. ТЕЛЕЖКА ПЕРЕД ПОДКЛЮЧЕНИЕМ КАБЕЛЯ НА ОБОИХ КОНЦАХ.
ТЕЛЕЖКА ПЕРЕД ПОДКЛЮЧЕНИЕМ КАБЕЛЯ НА ОБОИХ КОНЦАХ.
НЕОБРАБОТАННЫЙ КАБЕЛЬ С ЗАЖИМАМИ
ТАРЕЛКИ И СТРОПЫ
ПРИ ИСПОЛЬЗОВАНИИ ТАЛПАРА ВСЕГДА УСТАНАВЛИВАЙТЕ ОПОРНЫЕ КАБЕЛИ НА ТАРЕЛКАХ. СМОТРИТЕ СТРАНИЦУ ЗДЕСЬ ДЛЯ ПОДРОБНОЙ ИНФОРМАЦИИ ОБ УСТАНОВКЕ ТАРПАРНОЙ СЦЕПКИ.
БОЛТЫ С РОМОМ И БЫСТРЫЕ СОЕДИНЕНИЯ
БОЛТЫ С РОМОМ ИДЕАЛЬНЫ ДЛЯ ДЕРЕВЯННЫХ ИЛИ МЕТАЛЛИЧЕСКИХ СТОЛБ. БОЛТ ДОЛЖЕН БЫТЬ ДОСТАТОЧНОЙ ДЛИНЫ, ЧТОБЫ РЕЗЬБА ВЫХОДИЛА ЧЕРЕЗ СТОЙКУ, ШАЙБУ И ГАЙКУ, И ИМЕТЬ СООТВЕТСТВУЮЩУЮ ПРОЧНОСТЬ. КАБЕЛЬ СОЕДИНЯЕТСЯ С БОЛТОМ С ПРОУШИНОЙ A) ПРОВЕДЕНИЕМ ЧЕРЕЗ БОЛТ С ПРОУШИНОЙ, ВОКРУГ НАУШНИКА И ЗАКОНЧИВАНИЕМ ТРЕМИ ЗАЖИМАМИ ИЛИ B) ДОБАВЛЕНИЕМ БЫСТРОГО СОЕДИНЕНИЯ НА БОЛТ С РЫШКОМ, ЗАТЕМ ПРОВЕДЕНИЕ КАБЕЛЯ ЧЕРЕЗ БЫСТРОЕ СОЕДИНЕНИЕ, ВОКРУГ НАУШНИКА И ЗАКОНЧИВАНИЕ ТРЕМИ ЗАЖИМАМИ.
ПРИМЕЧАНИЕ: СОЕДИНЕНИЕ QUICK LINK С ПРАВИЛЬНОЙ ПРОЧНОСТЬЮ МОЖНО ИСПОЛЬЗОВАТЬ ДЛЯ КАБЕЛЯ 1/4” И 5/16”.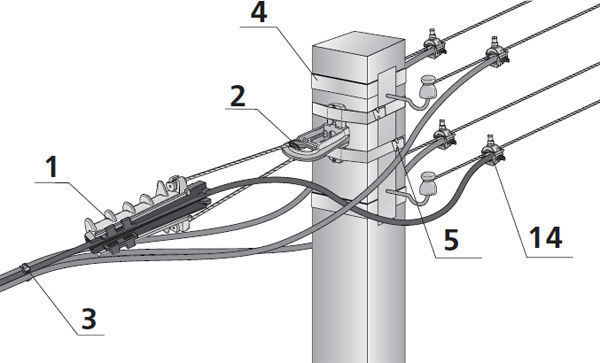 КАБЕЛЬ ДИАМЕТРОМ 3/8” ДОЛЖЕН ПОДСОЕДИНЯТЬСЯ С ИСПОЛЬЗОВАНИЕМ A) ТАПЛИННОЙ СЦЕПЛЕНИЯ, B) СКОБЫ ДОЛЖНОЙ ПРОЧНОСТИ ИЛИ C) НЕПОСРЕДСТВЕННО НАМОТАТЬСЯ НА АНКЕР В КАЧЕСТВЕ НЕОБРАБОТАННОГО КАБЕЛЯ. КАБЕЛЬ ДИАМЕТРОМ 1/2” ДОЛЖЕН ПОДСОЕДИНЯТЬСЯ К АНКЕРУ ТОЛЬКО В КАЧЕСТВЕ НЕОБРАБОТАННОГО КАБЕЛЯ.
КАБЕЛЬ ДИАМЕТРОМ 3/8” ДОЛЖЕН ПОДСОЕДИНЯТЬСЯ С ИСПОЛЬЗОВАНИЕМ A) ТАПЛИННОЙ СЦЕПЛЕНИЯ, B) СКОБЫ ДОЛЖНОЙ ПРОЧНОСТИ ИЛИ C) НЕПОСРЕДСТВЕННО НАМОТАТЬСЯ НА АНКЕР В КАЧЕСТВЕ НЕОБРАБОТАННОГО КАБЕЛЯ. КАБЕЛЬ ДИАМЕТРОМ 1/2” ДОЛЖЕН ПОДСОЕДИНЯТЬСЯ К АНКЕРУ ТОЛЬКО В КАЧЕСТВЕ НЕОБРАБОТАННОГО КАБЕЛЯ.
ЗВОНИТЕ НАМ, ЕСЛИ У ВАС ВОЗНИКЛИ ВОПРОСЫ ПО КОНЦЕВОЙ КОНЦЕВОЙ РАБОТЕ КАБЕЛЯ ZIP LINE .
Wire Wrap жива и здорова!
» Перейти к дополнительным функциям
Любители электроники эволюционируют с помощью ряда методов построения схем, начиная с самых простых, таких как проволочные гайки или скручивание выводов компонентов, и заканчивая проектированием, изготовлением и сборкой собственных печатных плат.
После успешного создания нескольких простых схем на перфорированной плате и, возможно, небольшого набора или двух, уверенность возрастает. Они считают, что пришло время перейти к более крупным и лучшим трассам.
Неофит вскоре узнает, что сборка более сложной схемы на перфорированной плате — бесполезное занятие. На полпути к проекту слишком много соединений слишком близко друг к другу превращают его в неуправляемый беспорядок.
Конструкторские статьи, которые можно найти в журналах по электронике, используют печатные платы для всех схем, кроме самых простых, поэтому вложение времени и денег в процесс изготовления печатных плат кажется следующим логическим шагом, хотя и немного пугающим для начинающего любителя. Изготовление печатной платы не обязательно является следующим шагом.
Есть еще один вариант… проволочная обмотка.
Это относительно быстро, надежно, просто, без пайки, недорого и легко в освоении. Обмотка проводов десятилетиями успешно использовалась в телекоммуникациях, системах передачи данных и системах управления. Он идеально подходит для сложных единственных в своем роде цепей и систем. Проворные производственные сборщики, вооруженные пневматическими пистолетами для намотки проволоки, ассортиментом предварительно зачищенных проводов и компьютерными распечатками монтажных схем, работают удивительно быстро и точно. Системная объединительная плата с тысячами проводных соединений обычно создается за несколько дней.
Системная объединительная плата с тысячами проводных соединений обычно создается за несколько дней.
ЧТО ТАКОЕ ОБМОТКА ПРОВОДОВ?
Простой; это система соединения проводов, в которой используется специальный инструмент, чтобы плотно обмотать сплошной провод небольшого сечения вокруг острых углов соединительного столба. Bell Telephone Laboratories разработала систему, а компания OK Industries, основанная в 1946 году, стала пионером этого процесса.
Проволочная обмотка существует уже давно. OK Industries остается одним из ведущих промышленных поставщиков инструментов и расходных материалов для намотки проволоки.
НАДЕЖНОСТЬ
См. Рисунок 1 . Изгибая провод вокруг острых углов квадратного столба, окисление как на проводе, так и на клемме раздавливается или срезается, и получается чистое, не содержащее оксидов электрическое соединение металл-металл.
РИСУНОК 1 — МЕХАНИКА ОБМОТКИ Это увеличенное поперечное сечение соединения накруткой показывает, что максимальная сила возникает там, где проволока намотана вокруг острого угла, что разрушает и срезает оксидные слои, создавая тем самым чистый, газонепроницаемый контакт металл-металл.
Место контакта провода со стойкой газонепроницаемо. Это означает, что контакт достаточно плотный, чтобы предотвратить проникновение воздуха и, таким образом, исключить возможность любого окисления между контактными поверхностями.
Проволочная обмотка также очень устойчива к перепадам температуры, агрессивным средам, влажности и вибрации. Это прочнее, чем паяное соединение. Его труднее снять с клеммы, и он менее подвержен поломке. Соединение может быть удалено быстро и легко, без повреждения терминала.
ВИДЫ ОБОЛОЧКИ
См. Рисунок 2 . Обычная обмотка наматывает только зачищенную часть провода вокруг столба. Этот стиль вполне подходит для большинства приложений.
РИСУНОК 2 — ВИДЫ ОБМОТКИ «Обычной» битой оголенный провод наматывается только вокруг столба. «Модифицированный» бит оборачивает часть изоляции вокруг столба в дополнение к оголенному проводу. Это значительно увеличивает способность противостоять вибрации.
Модифицированная обмотка наматывает часть изоляции вокруг стойки, а также зачищенную секцию. Это обеспечивает лучшую защиту от вибрации, а также обеспечивает дополнительный кусок провода, если соединение необходимо переместить на другой пост во время устранения неполадок или проверки схемы.
ИНСТРУМЕНТЫ
Хобби Инструменты для обертывания/распаковки рук. См. Рисунок 3 . Это лучшее место для начала. Показан инструмент OK Industries WSU-30 (обычная обмотка). Инструмент WSU-30M (модифицированная обмотка) выглядит практически идентично. Биты для обертывания и разматывания установлены на противоположных концах рукоятки, а в центр рукоятки встроен инструмент для зачистки проводов 30 AWG.
РИСУНОК 3 — ИНСТРУМЕНТЫ ДЛЯ РУЧНОЙ ОБМОТКИ/РАЗМОТКИ Инструмент слева — OK Industries #WSU-30; биты для обертывания и разматывания находятся на каждом конце, а инструмент для зачистки проводов прикреплен в центре ручки. Инструмент справа от RadioShack. Один и тот же бит используется для обертывания и распаковки. Колпачок показан снятым. Инструмент для зачистки проводов, хранящийся внутри рукоятки, показан в крайнем правом углу.
Инструмент справа от RadioShack. Один и тот же бит используется для обертывания и распаковки. Колпачок показан снятым. Инструмент для зачистки проводов, хранящийся внутри рукоятки, показан в крайнем правом углу.
Приводные и ручные инструменты для обмотки. См. Рисунок 4 . Показанный блок представляет собой инструмент OK Industries на 115 В переменного тока. Доступны несколько моделей и опций. Доступны также инструменты с батарейным питанием, а также ручной инструмент с храповым механизмом, который вращает биту. Аккумуляторные и выжимные инструменты очень часто используются работниками выездного обслуживания, у которых не всегда есть удобный доступ к источнику питания на рабочем месте. Биты и втулки для бит продаются отдельно для разных типов намотки и проводов разного сечения. Эти инструменты требуют небольших вложений, поэтому ручные инструменты обязательно следует попробовать в первую очередь, чтобы определить, подходит ли проволочная обмотка.
РИСУНОК 4 — ПИСТОЛЕТ ДЛЯ НАМОТКИ ПРОВОДОВ Это пистолет OK Industries для намотки проволоки, работающий от сети переменного тока 115 В. Бит и втулка удерживаются зажимным патроном, затягиваемым вручную, и быстро и легко заменяются для различных типов намотки и проводов различного сечения.
Инструмент для зачистки проводов. Скорее всего, обычный старый съемник из ящика с инструментами не сработает. Для намотки проводов требуется одножильный провод 30 AWG со специальной тонкой изоляцией. Универсальный инструмент для зачистки с V-образным вырезом надрежет, ослабит или сломает провод, а лучшие инструменты для зачистки редко зачищают такой маленький провод. Существуют специальные устройства для зачистки проводов для промышленного применения, но они довольно дороги, и большинство из них не всегда доступны через дистрибьюторов. Лучшим выбором является стриппер, который поставляется или встроен в инструменты для ручной обмотки/разматывания или диспенсеры для проволоки.
ПРОВОД
Провод с обмоткой представляет собой одножильный провод 30 AWG со специальной тонкой изоляцией, обычно Kynar™ или Tefzel™. Он продается в рулонах, предварительно зачищенными отрезками или в дозаторе OK Industries, который разрезает и зачищает катанную проволоку за одну операцию. Провод поставляется в ассортименте цветов и продается многими дистрибьюторами. Размеры проводов, отличные от 30 AWG, недоступны у большинства дистрибьюторов потребителей, и обычно они поставляются по специальному заказу для промышленного применения.
РИСУНОК 5 — PIPE ORGAN Это самодельный настольный держатель для предварительно обрезанных/зачищенных проводов. Он сделан из отрезков пластиковой водопроводной трубы, вклеенных в просверленные отверстия в куске дерева. Дюймовые метки на древесине помогают измерить проволоку в катушке, которую удобно хранить на конце трубы. Английская булавка используется для выпрямления «разворотов».
Предварительно нарезанные отрезки проволочной обмотки с 1-дюймовыми зачищенными концами можно приобрести в компании Digi-Key. Они стоят немного дороже, но сокращают время сборки примерно на треть или более. См. Рисунок 5 для держателя проводов своими руками.
Они стоят немного дороже, но сокращают время сборки примерно на треть или более. См. Рисунок 5 для держателя проводов своими руками.
ВЫПОЛНЕНИЕ ПОДКЛЮЧЕНИЯ
См. Рисунок 6 . Для соединения накруткой требуется зачищенный конец провода длиной 1 дюйм.
РИСУНОК 6 — ВЫПОЛНЕНИЕ СОЕДИНЕНИЯ Показанная намоточная насадка находится на электроинструменте. Ручной инструмент очень похож, за исключением того, что у него нет два выреза на внешней кромке втулки.Это простая процедура, которая занимает несколько секунд на каждое соединение. Отличие состоит в том, что у ручного инструмента сверло закручивается вручную, а у механического или ручного инструмента сверло вращается мотором или механическим храповым механизмом.0007
На конце бинта есть два отверстия. Вставьте зачищенный конец проволоки в отверстие, ближайшее к внешнему диаметру биты. Это меньшее из двух отверстий. Когда вставленный провод окажется в отверстии, согните его наружу и поместите большее центральное отверстие над стержнем для обмотки провода.
Ручной инструмент. Держите свободный конец проволоки, чтобы она не проворачивалась при повороте биты. Поверните инструмент пальцами по часовой стрелке, и когда сопротивление вращению перестанет ощущаться, обертывание завершено. Поднимите инструмент.
Электроинструмент. Вставив зачищенный провод в насадку, закрепите свободный конец провода, загнув его назад через один из двух пазов на кромке втулки. Поместите сверло над стойкой и напротив доски. Это закрепит проволоку и предотвратит ее вращение при повороте биты. Если соединение находится выше на стойке и вдали от доски, свободный конец провода придется придерживать, чтобы он не проворачивался. Нажмите на курок примерно на секунду или около того, пока обертывание не будет завершено. Позвольте электроинструменту сделать свою работу. Нет необходимости нажимать вниз. Просто направьте его.
Научиться наматывать провода не сложнее, чем научиться правильно паять. Несколько практических соединений, вероятно, будут необходимы, чтобы почувствовать инструмент и развить «ловкость». Опять же, как и при пайке, ловкость и скорость увеличиваются с опытом.
Опять же, как и при пайке, ловкость и скорость увеличиваются с опытом.
ПРОБЛЕМЫ И ВОЗМОЖНЫЕ ПРИЧИНЫ
Обертка. См. Рисунок 7a . Обычно причиной этого является слишком сильное давление на электроинструмент во время обмотки. Опять же, пусть инструмент делает работу. Многие электроинструменты OK Industries имеют функцию, помогающую предотвратить это, и на нее указывает суффикс «BF» (обратная сила) в номере детали. Это стоит немного больше, но рекомендуется.
РИСУНОК 7a — ПРОБЛЕМА ПЕРЕПОЛНЕНИЯ Обычно выполняется с помощью электроинструмента, прикладывая слишком большое давление вниз. Пусть инструмент сделает свою работу. Просто направьте его.
Открытая/спиральная обмотка. См. Рисунок 7b . Это еще одна проблема с электроинструментом, вызванная удалением инструмента до завершения обмотки. Оставьте это на почте немного дольше. Не снимайте инструмент до остановки двигателя.
РИСУНОК 7b — ПРОБЛЕМЫ С ОТКРЫТОЙ И СПИРАЛЬНОЙ ОБМОТКОЙ Вызваны удалением электроинструмента до завершения обмотки. Оставьте инструмент на месте немного дольше.
Недостаточно оборотов. См. Рисунок 7c . Причина в том, что зачищенный конец провода не вставлен в биту до конца.
РИСУНОК 7c — ПРОБЛЕМА НЕДОСТАТОЧНОГО ПОВОРОТА Вызвана недостаточно глубокой вставкой зачищенного конца провода в насадку для обмотки.
Свободная обертка/косичка. См. Рисунок 7d . Обычно вызвано несоответствием размера проволоки и насадки инструмента. Ручные инструменты для хобби предназначены только для провода 30 AWG. Для электроинструментов требуются разные биты и втулки для каждого используемого провода.
РИСУНОК 7d — ПРОБЛЕМА НЕДОСТАТОЧНОЙ ОБМОТКИ/КОНЬЧКИ Обмотка проволоки — это точный метод, и неправильный инструмент не может справиться с этой задачей. Если биты и втулки или ручные инструменты не соответствуют размеру проволоки, может возникнуть множество проблем.
Если биты и втулки или ручные инструменты не соответствуют размеру проволоки, может возникнуть множество проблем.
ИСПРАВЛЕНИЕ ОШИБОК И ОШИБОК В ПРОВОДКЕ
Самое простое решение — отрезать провод рядом со столбом и оставить его там. Зачистите и снова установите отрезанный конец провода или выбросьте его и установите новый провод.
Размотать провод от столба просто, быстро и легко. Просто поместите бит «развернуть» на стойку и медленно поверните против часовой стрелки. Может потребоваться небольшое давление на инструмент, чтобы заставить его «схватиться». Продолжайте поворачивать, пока обмотанная проволока не «отпустится». Поднимите инструмент; провод может быть, а может и не быть. Если этого не произойдет, проволока будет достаточно ослаблена, чтобы снять стойку без дальнейшего разматывания.
Зачищенный конец необмотанного провода можно выпрямить и использовать повторно, приложив немного осторожности и применив одну или две хитрости.
После успешного разматывания и извлечения проволоки из инструмента зачищенный конец проволоки превратится в крошечную сформированную катушку.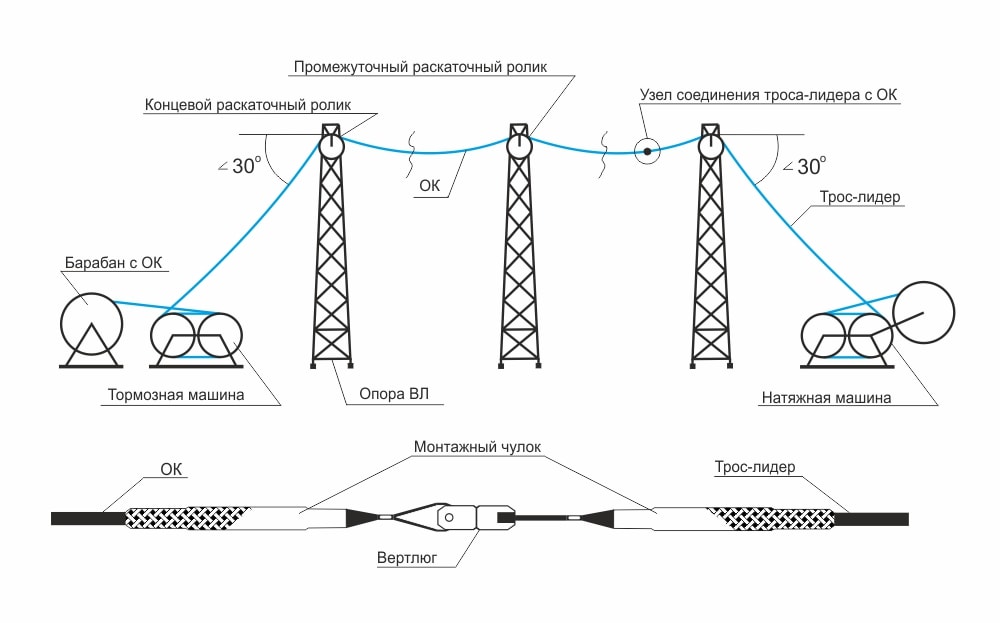 Первая тенденция — выпрямить ее ногтем большого пальца. Это, скорее всего, перегнуть и сломать его. Вместо этого вставьте заостренный конец большой булавки в катушку, а затем потяните ее прямо (подойдет одна из булавок для шляпы тети Фанни или большая английская булавка). См. Рисунок 8 .
Первая тенденция — выпрямить ее ногтем большого пальца. Это, скорее всего, перегнуть и сломать его. Вместо этого вставьте заостренный конец большой булавки в катушку, а затем потяните ее прямо (подойдет одна из булавок для шляпы тети Фанни или большая английская булавка). См. Рисунок 8 .
РИСУНОК 8 — ПОВТОРНОЕ ИСПОЛЬЗОВАНИЕ РАЗМОТЧЕННОГО ПРОВОДА Необмотанный провод представляет собой небольшую катушку. Вставьте булавку в катушку и потяните ее прямо; еще больше выпрямите его ногтем большого пальца или переверните булавку. Отрежьте около 1/16 дюйма от кончика, чтобы было легче вставить проволоку в насадку для обмотки. Повторно оберните по мере необходимости.
Выпрямление теперь можно завершить с помощью миниатюры или путем рисования по закругленному краю. После выпрямления отрежьте примерно 1/16 дюйма от конца. На кончике будет крошечный, почти невидимый крючок, который затруднит повторную вставку в насадку для обмотки.
Если проволока все еще находится внутри инструмента после разматывания, вставьте штифт в центральное отверстие насадки для разматывания и немного покачайте инструмент (как ручку унитаза). ) и слегка потяните за провод. Катушка должна выйти из инструмента неповрежденной и все еще оставаться на штифте. Выпрямите провод и закрепите наконечник, как описано выше.
) и слегка потяните за провод. Катушка должна выйти из инструмента неповрежденной и все еще оставаться на штифте. Выпрямите провод и закрепите наконечник, как описано выше.
Итак, что завернуть?
В большинстве случаев обмотка проводов выполняется на разъемах. Задние панели промышленных систем, о которых упоминалось ранее, состоят в основном из краевых разъемов печатной платы — довольно часто их сотни. Эти разъемы соединяются вместе, формируя систему, а специализированные печатные платы подключаются к разъемам, завершая схему.
Любители используют в основном DIP-разъемы для интегральных схем. См. Рисунок 9 . Однако это не ограничивает использование только ИС. Есть много компонентов, которые доступны в пакетах DIP. Читать дальше!
РИСУНОК 9 — РАЗЪЕМЫ ДЛЯ ОБМОТКИ ПРОВОДОВ Типичные разъемы для накрутки проводов для интегральных схем, которые можно приобрести у большинства дистрибьюторов электроники. Соединители с накруткой также включают в себя SIP-розетки и штыревые разъемы.
Розетки накрутки довольно часто бывают двух- или трехуровневыми. См. Рисунок 10 . Это просто означает, что стойки с накруткой могут содержать максимум два или три соединения с накруткой; трехуровневый столбик длиннее (около 1/2″). Трехуровневый дает немного больше гибкости при прокладке и подключении цепи.
РИСУНОК 10 — УРОВНИ РАЗЪЕМОВ ДЛЯ ОБМОТКИ Гнезда для намотки проводов бывают двух- или трехуровневыми. Три уровня показаны выше и просто означают, что столбы достаточно длинные для трех соединений накруткой. Двухуровневая почта немного короче и может поддерживать только два соединения.
Другие соединители с наматываемыми проводами включают штыревые разъемы. Также доступны разъемы SIP (одиночный пакет). Отдельные штифты для намотки проволоки могут быть запрессованы в проектную или перфорированную плату в любой желаемой конфигурации.
АНАТОМИЯ ПРОЕКТА НАМОТКИ ПРОВОДОВ
Большинство устройств для намотки проводов, используемых любителями, представляют собой 8-, 14- и 16-контактные разъемы DIP IC, как показано ранее на рис.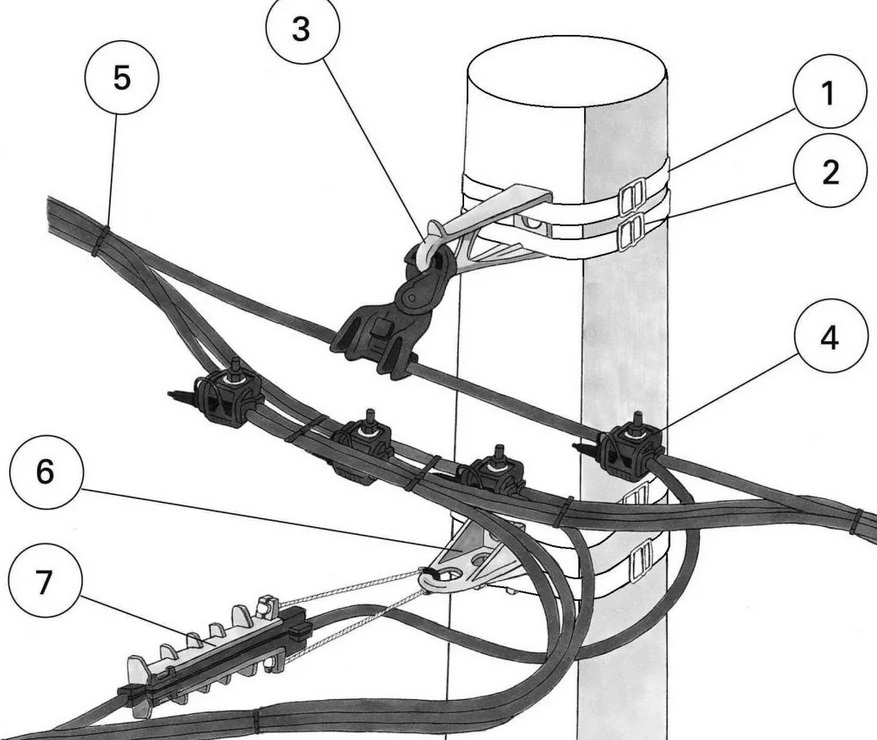 9 . Иногда также можно использовать сокет SIP и штекерный разъем. Однако это не означает, что можно ограничиваться использованием в основном микросхем DIP. Поскольку эти разъемы стали стандартами электроники, теперь существует множество компонентов, отличных от ИС, в которых используются разъемы DIP и SIP. К ним относятся:
9 . Иногда также можно использовать сокет SIP и штекерный разъем. Однако это не означает, что можно ограничиваться использованием в основном микросхем DIP. Поскольку эти разъемы стали стандартами электроники, теперь существует множество компонентов, отличных от ИС, в которых используются разъемы DIP и SIP. К ним относятся:
- Массивы резисторов
- Светодиодные семисегментные индикаторы
- Массивы транзисторов
- Электромеханические реле
- Кристаллы и осцилляторы
- Твердотельные реле
- Оптоизоляторы
- Герконовые реле
- Светодиодные полосы
- Диодные мосты
- Контейнеры для обрезки
- Переключатели
- с DIP или
- Соединители коллектора
Ленточные кабели
Конечно, любой любитель домашней электроники, достойный его (или ее) соли, сначала направится к основному источнику запчастей… ящику для мусора под верстаком. Вероятность найти здесь компоненты в DIP-корпусах (кроме интегральных схем) невелика. С небольшой адаптацией и изобретательностью эти компоненты с радиальными и осевыми выводами, включая большие неуклюжие конденсаторы, а также полупроводники, можно намотать проволокой.
С небольшой адаптацией и изобретательностью эти компоненты с радиальными и осевыми выводами, включая большие неуклюжие конденсаторы, а также полупроводники, можно намотать проволокой.
Гнезда для намотки проводов, конечно, могут быть установлены на любую перфорированную плату с расстоянием между отверстиями 0,1 дюйма. Однако лучшим выбором будет плата для проектирования. Каждое отверстие. Это позволяет припаять разъемы и закрепить их на плате перед подключением каких-либо проводов. Монтаж проводки намного проще, если детали не шатаются и не выпадают из платы. DIP-разъемы можно закрепить, прихватив четыре угла
Небольшие компоненты могут быть установлены на вставные разъемы, как показано на Рисунок 11 .
РИСУНОК 11 — ВСТАВНЫЕ РАЗЪЕМЫ Они идеально подходят для монтажа небольших компонентов; они доступны во многих конфигурациях контактов и подключаются к стандартным разъемам DIP. Также доступны защелкивающиеся крышки для заголовков.
Компоненты большего размера могут быть установлены, как показано синим конденсатором в Рисунок 12 . Вставьте выводы компонента через проектную плату и прикрепите припоем на место. Не обрезайте выводы заподлицо, а лучше оставьте выступающими примерно на 1/4 дюйма или более. Сделайте соединения проводов накруткой с этими удлинителями выводов компонентов. Кажется, что ручная обмотка лучше работает с круглыми выводами. Поскольку накрутка проводов предназначена для столбов с острыми углами, а выводы компонентов имеют круглую форму, закрепите соединение накруткой каплей припоя для большей надежности.0007
РИСУНОК 12 — МОНТАЖ БОЛЬШИХ КОМПОНЕНТОВ Компоненты, такие как синий конденсатор выше, можно установить, вставив выводы через отверстия в проектной плате и припаяв к фольге ПК вокруг отверстий. Оставьте выводы компонентов на фольгированной стороне платы длиной около 1/4 дюйма. Намотайте провода на эти выводы и прикрепите каплей припоя.
Сторона проводки завершенного проекта намотки проводов показана на рис. 13 . Прижмите проложенные провода к плате, чтобы сделать проект более аккуратным. Ластик на конце нового деревянного карандаша идеально подходит для проталкивания проводов между штырями гнезда микросхемы.
РИСУНОК 13 — ЗАВЕРШЕННАЯ ПЛАТА ДЛЯ ОБМОТКИ ПРОВОДОВ Проводка аккуратно прилегает к плате и проложена с достаточным провисанием. Шесть верхних разъемов представляют собой проходную клеммную колодку, они припаяны, а не намотаны проводами.
Готовая плата для накрутки проводов может быть установлена в шасси или корпусе любым количеством способов, при условии, что стойки для накрутки проводов, выступающие с задней стороны, не смяты и не закорочены. Установка с проставкой, как показано на рис. 14 , является лучшим способом, чем любой другой.
РИСУНОК 14 — МОНТАЖ ПРОВОДНОЙ ПЛАТЫ Печатные платы могут быть установлены в шасси или корпусе любым количеством способов. Это не критично. В показанном выше методе используются стойки достаточной длины, чтобы обеспечить зазор между стойками для намотки проволоки и шасси; 5/8” или больше дадут зазор для разъема третьего уровня.
Это не критично. В показанном выше методе используются стойки достаточной длины, чтобы обеспечить зазор между стойками для намотки проволоки и шасси; 5/8” или больше дадут зазор для разъема третьего уровня.
Плата также может быть установлена на распорках, угловых кронштейнах или длинных винтах и гайках. Некоторые корпусы для проектов имеют встроенные направляющие слоты для карт, которые позволяют устанавливать плату для проектов на край.
ПРАКТИЧЕСКИЕ ПРАВИЛА
- Избегайте натягивания проводов «натянутой струной банджо». Это создает чрезмерную нагрузку на провода, соединения и стойки. Это ненадежно.
- Оставьте достаточно свободного места на каждом проводе, чтобы его можно было повторно зачистить и перемотать, если цепь нуждается в модификации. Это может сэкономить немного работы позже.
- Если длина предварительно зачищенного провода кажется достаточной, то это не так. Используйте следующий более длинный размер.
- Прокладывайте самые длинные провода первыми, а самые короткие — последними.Раскатка провода сип: Приспособления для раскатки провода СИП ВЛИ 0,38 кВ
