Принцип работы инвертора сварочного — быстрая сварка и резка металла сварочным инвертором. Сварочный инвертор как работаетКак правильно варить инверторной сваркой: как научитьсяСодержание статьи: Рекомендации начинающим + (Видео)Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
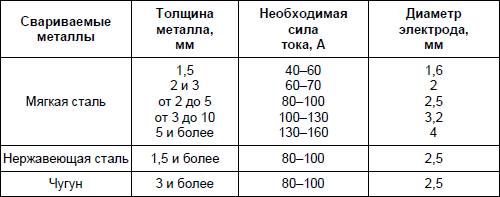
Как работает сварочный инверторСварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться. Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в. Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки. Подготовка к работеКакие электроды использоватьЭлектрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления. Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности. Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм. Полярность и значение сварочного токаТолщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока. В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%. Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность. Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность. К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
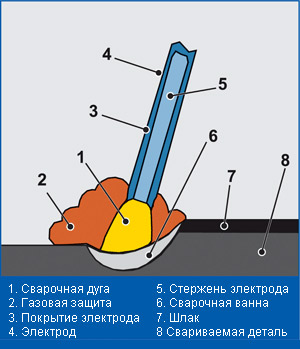
Инструкция по сваркеОсновы сваркиПрежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться. На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими. Пошаговая инструкция, рассказывающая как правильно варить инвертором.
Розжиг дуги в начале сварки + (Видео)Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор. Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
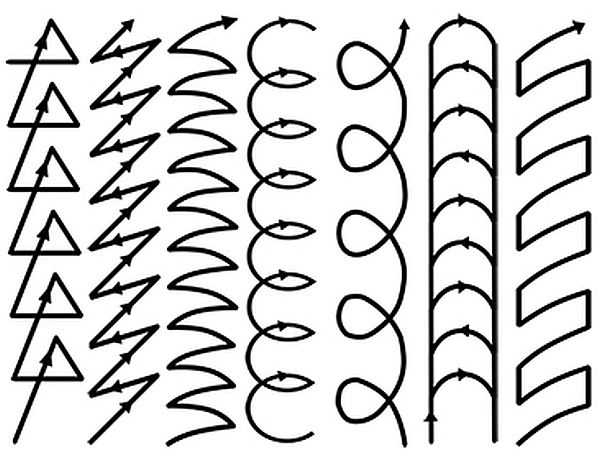
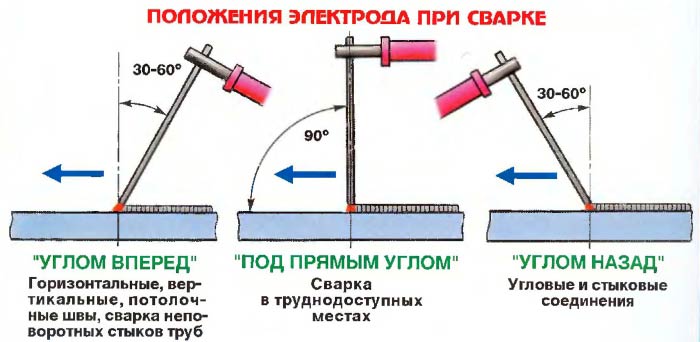
Как передвигать электрод во время сварки + (Видео)Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно. Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу. Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
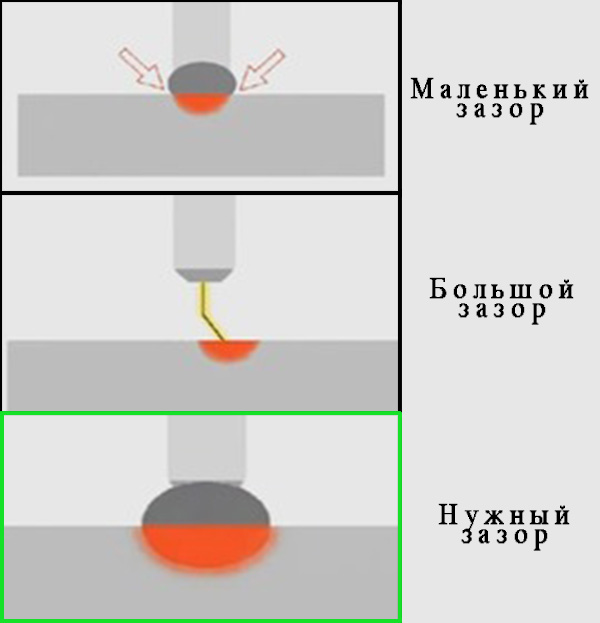
Контроль дугового промежуткаДуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов. Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасностиСварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
instrument-blog.ru Как устроен инверторный сварочный аппарат. Виды современных сварочных аппаратов для дома и дачи по степени механизации сварки. Общие принципы работы инвертора.Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства. На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить .Как работает инверторный сварочный аппаратПринцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом. Более подробно ниже было представлено применение или использование областей электрического устройства. 3-фазный двигатель привода. Это офтальмология, такие, как. Нет необходимости в сложных системах слежения, таких как обычные инверторы. На рынке только инвертор, несколько процентов диапазона могут работать параллельно, и это всего лишь способность решать сложную электронику. Мы также защищаем патент. Нет необходимости в ископаемых энергетических, комплексных и, таким образом, загрязнять окружающую среду взрывоопасных систем генератор энергии для обеспечения питания. Хотя эти клиенты работают в сейфе, оборудование почти так же подключено к сетке, как и есть, но на них можно безопасно полагаться, поскольку оно не зависит от системы, поэтому потребители щепотка в воде не Опасен, потому что он не зависит от системы притяжения. Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
Нет необходимости в сложных электронных системах, поэтому производство нашего оборудования. Подключитесь от любого источника параллельно. Батареи не меняются из-за того, что рекуперация батареи значительно меньше должна быть устранена в определенном цикле. Батареи для оборудования, используемые в альтернативной энергии. Использование технологии намного более продолжительное, так как технология была применена. Таким образом, стоимость экологических решений в процессе их восстановления происходит так, что они становятся еще дешевле. Поэтому очевидно, что окружающая среда менее опасна и загрязняет электростанции, которые собираются строить, если оборудование распространяется на повседневную жизнь. Восстановление экологического равновесия в природных водах, сбросов, очистки сточных вод. Эти органические решения возвращаются раньше, потому что они не относятся к дорогим дорогим ценам. Очевидно, что эти ферменты менее загрязняют окружающую среду и угрожают решению, используемому в окружающей среде. Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес. Таким образом, он разработал независиму www.tariferix.ru Как научиться варить сварочным инвертором — изучаем основыМарт 23, 2017 Чтобы разобраться в том, как научиться правильно варить сварочным инвертором, следует сначала выяснить, что же именно представляют собой подобные аппараты. Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее. Основные элементы конструкции инвертора, принцип образования дугиСваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см. Общая масса конструкции составляет порядка 10 кг. Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.
У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга. Чтобы правильно научиться варить инвертором, следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов. Это позволяет качественно расплавить кромки свариваемых металлических заготовок. Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения. Обычно шлак выходит на поверхность и не допускает, чтобы свариваемые элементы окислялись кислородом, содержащимся в воздухе, или же начинали поглощать азот из окружающей среды. После того как расплавленный металл начнет застывать, происходит формирование сварного соединения. Основные параметры сварных работЧтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной. Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации. Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла. При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки. Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него. Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее. Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ. Каковы главные положительные качества инвертора?Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую. Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее. Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам. Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ. Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки. Инвертор представляет собой довольно экономичный аппарат. Если рассматривать электроды с диаметром 3 мм, то для их качественного использования вполне достаточно установить напряжение с мощностью 4 кВт – это в полной мере соответствует нормальному параллельному подключению двух электрических чайников. Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.
Какие меры, касающиеся техники безопасности, необходимо соблюдать?Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
Как правильно зажечь дугу?Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ. На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм. Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков. Поначалу нужно установить силу тока, равную 100 А. Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края. Поджигать дугу можно одним из следующих способов:
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов. electrod.biz Как работает сварочный инверторСейчас сварочные индукционные аппараты, бывшие ранее традиционными, постепенно заменяются современной техникой, которая с успехом используется в профессиональной области и для бытовых работ. Речь идет о таком устройстве, как производительный сварочный аппарат инвертор. Для получения качественного результата с его помощью, нужно знать, как он работает. Это позволит пользоваться им с большей эффективностью и продлить срок эксплуатации.
Как это работаетВ инверторах электрическая энергия преобразовывается комбинированным способом с помощью слабого трансформатора и работающей на полупроводниках электронике. Такое преобразование идет поэтапно:
Следует учесть, что в инверторном аппарате используется трансформатор маленького размера и небольшого веса – всего 250 грамм, тогда как в обычном индукционном он гораздо габаритнее и тяжелее – до 18 кг. Этим и объясняются скромные размеры инверторных устройств.
Масса достоинствОб одних из самых главных преимуществ данных устройств мы говорили выше – это малый вес и размер. Сварочная дуга у него заметно улучшена и имеет прекрасные показатели, так как ее параметры подвергаются контролю и можно подкорректировать ее работу. Сварочный инвертор обладает высоким КПД – до 90%, что объясняется отсутствием потерь на индукцию. Вся потребляемая им электроэнергия расходуется именно на дуге. Металл разбрызгивается мало, особенно если используются электроды небольшого диаметра. Шов получается аккуратным, дуга работает чрезвычайно мягко. Аппаратом можно воспользоваться для сварки нержавейки и цветных металлов, но для этого понадобятся специальные электроды. Замечательно также и то, что такая сварка потребляет мало мощности – ей достаточно всего 2-3 кВт. Инверторной установкой могут успешно пользоваться непрофессионалы. У хорошей сварки такого типа имеется функция горячего старта, антизалипания электрода, стабилизации дуги. Благодаря таким прекрасным характеристикам сваривать металл может даже человек, который вообще первый раз занимается сварочными работами. Смотрите также: 
Системы пожаротушения http://euroelectrica.ru/sistemyi-pozharotusheniya/. Интересное по теме: Проектирование электроснабжения квартиры Советы в статье "Какая тепловая пушка лучше - газовая или электрическая" здесь. Конструктивные особенности сварочных аппаратов: По материалам: http://www.avtogen.ru/svarochnye_invertory/ euroelectrica.ru Как пользоваться сварочным инвертором: инструкцияВсе чаще, для того чтобы соединять металлические детали, используют сварочный инвертор. Преимуществом данного аппарата перед трансформаторными моделями является то, что он имеет небольшие габаритные размеры и небольшой вес, поэтому является мобильным и удобным. Работать инверторным сварочным аппаратом просто, поэтому освоить его сможет даже новичок, который ранее никогда не выполнял сварочных работ.  Конструкция сварочного инвертора. Немного об инверторных сварочных аппаратахПреимущество указанного оборудования не только в том, что оно имеет небольшие размеры и вес, но еще и в том, что при помощи такого аппарата можно выполнять работы, для которых ранее требовалась сложная и дорогостоящая техника. Инвертор пользуется большой популярностью среди начинающих сварщиков и профессионалов.  Схема работы сварочного инвертора. Принцип работы такого сварочного аппарата отличается от традиционного трансформаторного устройства тем, что во время работы не происходит большого потребления электроэнергии. При использовании трансформаторного сварочного аппарата часто бывает, что из-за скачков напряжения происходит отключение питания в сети. Инвертор имеет накопительные конденсаторы, за счет чего накапливается энергия, поэтому не происходит скачков напряжения в сети и мягко разжигается дуга. Чем больше вы используете диаметр электрода, тем больше необходима сила тока сварочного аппарата. Это правило действует как на обычные агрегаты, так и на инвертор. Для определенного диаметра электрода соответствует максимальная сила тока, при которой с его помощью можно выполнять работу. Если сила тока будет большой, а диаметр электрода меньше рекомендуемого, то электроды начнут сгорать, и работать будет неудобно. Вернуться к оглавлению Основные правила работыКак уже было сказано раньше, инверторы пользуются популярностью среди начинающих мастеров. Для того чтобы они научились правильно и эффективно пользоваться таким аппаратом, есть определенная инструкция, с которой им необходимо ознакомиться. Для начала работы вам необходимо иметь следующее оборудование и защитные элементы:
 Преобразование тока в сварочном инверторе. Перед началом выполнения сварки необходимо провести настройку аппарата. Для этого надо определиться с толщиной деталей, которые вы будете варить. В основном для выполнения работ используются электроды диаметром 2-5 мм. В зависимости от выбранного диаметра электрода выставляем на приборе силу тока. Обычно на нем есть таблица соответствия, согласно которой и надо действовать. После установки электрода к одной из свариваемых деталей необходимо подключить массу, данная клемма имеет красный цвет. Теперь необходимо включить аппарат. Резко подносить электрод к детали нельзя, так как это может привести к его залипанию. Электрод наклоняют под небольшим углом и резкими движениями несколько раз дотрагиваются к детали, это делают для активации электрода. Когда вы увидите, что аппарат работает, необходимо поднести электрод к детали на небольшое расстояние. Оно приблизительно должно соответствовать его диаметру. Начинайте правильно вести электрод вдоль будущего шва. После получения шва на нем образуется окалина, ее необходимо убрать при помощи небольшого молоточка, после чего можно будет проконтролировать качество шва. Для того чтобы шов получился правильным, необходимо научиться поддерживать постоянный зазор между деталью и электродом во время работы. Если он будет слишком маленьким, то шов выйдет выпуклым, по бокам появится несплавленный металл, так как он не будет успевать прогреваться до необходимой температуры. При большом зазоре металл будет укладываться криво, а дуга окажется нестабильной. Только нормальный зазор гарантирует получение надежного и красивого шва. Вернуться к оглавлению Возможные дефекты шва Схема сварки тонкого металла при помощи инверторной сварки. Если вы будете проводить быстрые движения электродом, то шов получится с дефектами. Если будет интенсивное проникновение дуги внутрь детали, то она будет выталкивать расплавленный металл из ванны, и шов получится неправильным. Во время работы надо следить за тем, чтобы шов был на одном уровне со свариваемым металлом. Для того чтобы шов получился идеальным, специалисты рекомендуют выполнять круговые и зигзагообразные движения. При выполнении таких движений можно равномерно распределить шов. В том случае когда недостаточно металла электрода, формируется подрез, поэтому надо следить, чтобы не образовывалась боковая канавка, а если это случается, то заполнять ее новым металлом. Во время выполнения наклона электрода металл из ванны толкается, а не тянется. Чем ровнее вы будете его держать, тем менее выпуклым будет получаться шов. Это объясняется тем, что все тепло получается под электродом, за счет чего происходит прогрев металла и ванна вдавливается вниз. При наклоне электрода тепло направляется назад и получается как бы подмывание шва, за счет чего он получается выпуклым. Если наклон очень большой, то теплота направляется не внутрь, а вдоль шва, что не позволяет нормально прогреть металл и получить качественный шов. Для красивого плоского шва электрод надо держать под углом 45-90 градусов и регулировать его в процессе работы, постоянно наблюдая за ванной. Вернуться к оглавлению Особенности соединения тонких листов Схема источника питания инверторного сварочного аппарата. Работать инвертором можно при прямой и обратной полярности. В первом случае получается узкая и глубокая зона расплавления, за счет того что ввод тепла в металл сниженный. Во втором случае снижен ввод тепла в изделие, поэтому получается широкая, но не глубокая зона расплавления. При работе инвертором к детали и электроду подключают положительный и отрицательный заряд. Перед началом работы надо определиться, что куда подключать. Если подключить положительный кабель к детали, то она будет сильнее нагреваться, если его подключить к электроду, то будет наоборот. Обратная полярность используется в том случае, когда проводится сварка тонких листов, так как их легко прожечь. Это преимущество имеет инвертор и не имеют обычные трансформаторные агрегаты. Поэтому если необходимо соединить при помощи инвертора тонкие листы металла, то положительный заряд подключают к электроду, а отрицательный — к детали. Если вы используете обычный аппарат, то на нем новичку достаточно сложно научиться держать дугу, происходит постоянное залипание электрода. При работе инвертором такого не возникает, так как при касании к детали сила тока мгновенно падает и залипания не происходит. Наличие функции «горячий старт» позволяет повышать силу тока в начале работы, что дает возможность легко зажигать дугу даже новичку. Но не стоит думать, что инвертор является универсальным аппаратом, в нем также есть и недостатки. Одним из основных недостатков является его высокая стоимость. Иногда выходит из строя управляющая плата, но в этом чаще всего виноваты пользователи, которые нарушают правила эксплуатации агрегата. Так как прибор электронный, то работать им в морозную погоду не рекомендуется. moiinstrumenty.ru Как пользоваться сварочным инвертором: особенностиСварочными работами по металлу сегодня занимаются не только в цехах, но и в бытовых условиях. Но как пользоваться сварочным инвертором? До начала работы с любым аппаратом требуется тщательно изучить инструкцию и приобрести некоторые необходимые навыки.  Конструкция сварочного инвертора. Это необходимо для того, чтобы выполнить сварочные работы надлежащего качества и чтобы соединения металлических предметов были надежными и долговечными. Одними из популярных в сварочном деле являются сварочные инверторные аппараты. Они соединяют металлические листы под воздействием разряда электричества. В отличие от старых трансформаторов, инверторы относительно легки и доступны каждому. Достаточно понимать ряд принципов осуществления сварочного процесса с помощью этого аппарата. Работа сварочного аппаратаДля тех, кто разбирается в физике, представим принцип работы сварочного инверторного аппарата, предназначенный для ручной дуговой сварки.  Схема инверторного сварочного аппарата. Сварочный аппарат работает от сети, на выпрямитель переменный ток должен идти с частотой 50 ГЦ. Его сглаживают с помощью особого фильтра. После этого, благодаря инвертору, он становится переменным высоким током с частотой от 20 до 50 ГЦ. Происходит это благодаря транзисторам со значительной частотой коммутаций. Далее переменное напряжение высокой частоты понижается до 70-90 В. Следовательно, сила тока повышается до 100-200 А, что и требуется для всего сварочного процесса. Преимущество такого инвертора заключается в высокой частоте, по сравнению с остальными сварочными приборами, использующими другие источники питания. Сила тока в инверторе достигает требуемой величины способом преобразования высокочастотных токов. В трансформаторных приборах требуемая величина получается за счет преобразования ЭДС в катушке индукции. Такой способ преобразования токов дает возможность использовать малогабаритный трансформатор. Характеристики сварочного аппаратаПеред тем как начать пользоваться сварочным инвертором, следует разузнать, какая модель подойдет для конкретных целей, например, для домашних или дачных дел. Прежде всего следует определить, для какого металла требуется инструмент. Для этого нужно уточнить такие характеристики металла, как толщина листа, стенки трубы, диаметр арматуры.  Принцип работы инвертора. В зависимости от этих параметров подбираются электроды с необходимым диаметром. При этом следует узнать, подходят ли для таких дел электроды производителя, поскольку одинаковые диаметры электродов разных производителей могут подходить для различных толщин. Далее приблизительно определяем требуемый рабочий ток сварки, используя для оценки диаметр электрода. Очень приблизительно 1 мм дает 30-40 А тока. Перед работой следует уточнить характеристики таких показателей, как продолжительность включения (ПВ) и максимальный ток. Если ПВ=70%, а lmax=170А, значит, с такой силой тока аппарат выдерживает 7 минут из 10. Для работ потребуется инвертор, максимальный ток которого должен превышать требуемую величину. Это необходимо для того, чтобы:
 Схема сварочного преобразователя ПСО500. Существует важный факт: сварочный инвертор потребляет энергию в зависимости от диаметра электродов. Чем он больше, тем больше энергии уходит на его работу. Инвертор — это электронный сварочный аппарат, следовательно, основная нагрузка при его работе ложится на электрическую сеть. Сварочный инвертор, в отличие от старых аппаратов, имеет накопительные конденсаторы. Они «собирают» электроэнергию и обеспечивают не только его бесперебойную работу, но и разжигают мягкую электродугу. Техника безопасности при сварочных работахБез возражений следует соблюдать технику безопасности. Правила очень просты:
 Способы подключения сварочного инвертора. Для работы нужно подобрать особую одежду и защитные приспособления, такие как сварочный щиток или маска. Их основное назначение — защитить сетчатку глаз от излучения электрической дуги. Из одежды следует остановиться на брюках с курткой, которые точно не будет жалко, когда на них попадут искры, образующиеся от сварочных работ. Конечно, не следует забывать о перчатках. При этом учитывайте, что приборы пожаротушения находятся неподалеку. Алгоритм работы и его особенностиПрежде всего устанавливается зажим заземления на подготовленной к сварке детали. Далее выбирается требуемый режим электротока, зависящий от диаметра электрода и его типа. Сварочный ток на приборе выставляют, смотря на толщину металла и свариваемых деталей. На аппарате, как правило, указывают допустимую для него силу тока. Проводите электродом по заготовке металла. Касание обязательно должно быть кратковременным. Также не следует подносить электрод к поверхности быстрыми темпами. В противном случае получится залипание. Далее подключают клемму массы к металлической поверхности в месте сварки. Поджог дуги ознаменует начало процесса сварки. При нормальной работе с работающей электрической цепью в результате получается вспышка искр.  Виды сварных соединений. Следующим этапом электрод подносят к детали. Обязательно следует подносить его под небольшим углом. После этого им несколько раз дотрагиваются до поверхности. Это требуется, чтобы сварочный электрод активировался. В этом случае электрическая дуга будет продолжать существовать между электродом и обрабатываемой деталью. Очень важно удерживать электрод на расстояние в 2-5 мм. Дуга не должна гаснуть. Это может произойти, если допустить слишком маленький или, наоборот, значительный зазор между электродом и привариваемой поверхностью. В результате воздействия свариваемого металла и электрода должен на выходе получиться сварной шов. Образующуюся при этом накипь металла или всем известную окалину убирают особым молоточком либо аналогичным предметом. При этом необходимо, чтобы он был твердым и тяжелым. Лучше всего предварительно набить руку на ненужных предметах из металла. Когда навык отработается, тогда следует переходить к сварке деталей. Алгоритм работы полуавтоматаНесколько иной алгоритм работы у инверторного сварочного полуавтомата. Прежде всего, заземленная клемма подсоединяется к свариваемому изделию из металла. Далее устанавливается мощность аппарата и скорость подачи самой проволоки. Для этого применяются специальные регуляторы режимов. Они должны соответствовать типу и толщину самой проволоки и металла. Затем:
При появлении шумовых эффектов и если конец проволоки держака в сгустках, следует увеличить явно недостаточную для аппарата скорость. Шум во время появления дуги, явно прерывающийся ее характер, при этом разбрызгиваются капли металла и кажется, что проволока начинает опережать скорость сварки — все это признаки чересчур большой скорости подачи в аппарат самой проволоки. Правильный и корректно установленный звук в работающем приборе — это ровный постоянный гул прибора с потрескиваниями. Если во время сварки получается пористое место, то требуется увеличить поток газа. На приборе всегда расположена таблица установленных мощностей. По ней и следует проверять эту характеристику. Прибор можно настроить на различный по мощности выходной ток. Все расчеты идут в процентных выражениях, а оно представляет 10-минутный цикл сварки. Если имеется параметр 70%, то, следовательно, время процесса сварки занимает 7 минут и 4 минуты покоя. В случае если оборудование эксплуатируется с превышением цикла, получается повышение температуры частей аппарата. Происходит их перегрев. У сварочного прибора существует встроенная термозащита, которая в этой ситуации выключает прибор. Аппарату требуется время для остывания. Термозащита сама отключается автоматически. Когда прибор остынет, можно снова им работать. moyasvarka.ru Принцип работы инвертора сварочного - сварка и резка металла сварочным инвертором
В этом деле присутствует возможность выбора среди широкого разнообразия методов, технологий и оборудования. У Вас целиком и полностью развязаны руки ― выбирайте наиболее подходящую технику для резки металла, комплектуйте по своему усмотрению производственную линию и выбирайте оптимальные материалы для обработки. Что касается оборудования для резки металла, то среди современных видов такой техники выгодно выделяется сварочный инвертор. Попробуем разобраться, что же представляет из себя этот прибор и определим принцип работы инвертора сварочного, сферы его применения и главные преимущества. Принцип работы инвертора сварочногоИнвертор относится к категории сварочных электрических приборов, и характеризуется просто потрясающими рабочими характеристиками. По своим параметрам (как сварочным, так и физическим), инверторы заметно обходят классические виды сварочного оборудования. Стоит поработать хотя бы день с таким инвертором для того, чтобы понять, насколько устарели классические сварочные аппараты. Сварочный инвертор, по сути, является своеобразным «возбудителем» сварочной дуги, которая возникает между поверхностью обрабатываемого материала и электродом. Прибор выполнен в виде компактного ящика с трансформатором, в котором заключена достаточная мощность для того, чтобы вырабатывать ток большой силы для поддержания упомянутой сварочной дуги. Итак, как работает сварочный инвертор? Как известно, стандартный электрический ток домашней сети не годится для сварочных работ, а инвертор нужен именно для того, чтобы преобразовывать напряжение до нужной кондиции. Когда прибор включается, напряжение поступает на первичный выпрямитель, где и происходит процесс превращения переменного тока в ток постоянный. Далее, ток за счет мощных высокочастотных транзисторов и тиристоров поступает в блок инвертора. После этого, напряжение высокой частоты поступает на трансформатор, который снижает это напряжение, параллельно повышая его силу. Во вторичном выпрямителе ток необходимого напряжения снова преобразуется в состояние постоянного тока, затем через кабель, передаваясь напрямую на сварочный электрод. Естественно, это самое простое объяснение того, как работает сварочный инвертор. На деле, прибор имеет куда более сложное и многослойное устройство.
Область примененияБлагодаря замечательным сварочным характеристикам, резка металла сварочным инвертором нашла применение в самых разных сферах человеческой деятельности. Везде, где нужно произвести сварочное соединение или резку, может смело использоваться такой прибор. Технику целесообразно применять как в бытовых, так и в производственных, промышленных условиях. Основная сфера использования ― это, конечно, электродуговая резка металла. Однако инвертор также пригодится в ручной дуговой, аргонно-дуговой, полуавтоматической, плазменно-дуговой резке. В зависимости от сферы применения, условия использования инвертора могут меняться, но основные технические нюансы остаются без изменений.
Преимущества сварочного инвертора в резке металлаВыше Вы уже смогли узнать, как варить сваркой инверторной, а также где используется подобный прибор — можем сказать, что это еще не все. Определим основные преимущества данного оборудования. Во-первых, из числа достоинств, стоит выделить компактные размеры, малый вес, легкость в обращении, простоту в регулировке, высокий коэффициент полезного действия, а также практичность. В зависимости от типа обрабатываемого материала и сечения электрода, пользователь может подбирать оптимальные характеристики тока в процессе работы. Это очень мобильный прибор, который владелец может легко транспортировать и переносить с места на место.
Прибор потрясающе справляется со своими задачами, и никогда не подводит владельца. Надежность ― фактор, за который люди соответствующей профессии так полюбили именно инверторы. Покупка сварочного инвертора ― отличное решение для тех, кто хочет уйти от громоздкой и малофункциональной техники классического образца. Помимо всего прочего, радует тенденция к снижению цены на сварочные инверторы. Люди, работающие в сфере обработки металла, видят эту тенденцию, и потому все чаще интересуются в интернете вопросом о том, как варить сваркой инверторной, где ее купить, как выбрать и т.д.
swarka-rezka.ru |
|
|||||||||||||||||
|
|
|||||||||||||||||
|






 Обработка различных видов металла ― один из самых перспективных видов коммерческой деятельности, поскольку именно обработка всегда востребована. Металлические конструкции и изделия используются повсеместно, в самых разных сферах. Спрос на резку металла никогда не пропадет окончательно — по крайней мере, в ближайшем будущем.
Обработка различных видов металла ― один из самых перспективных видов коммерческой деятельности, поскольку именно обработка всегда востребована. Металлические конструкции и изделия используются повсеместно, в самых разных сферах. Спрос на резку металла никогда не пропадет окончательно — по крайней мере, в ближайшем будущем.