Содержание
Установка автоматической сварки деталей и узлов специального назначения УСН 250-500А
О компании
Услуги
Сварочные материалы
Контакты
Установка УСН 250-500А предназначена для автоматической сварки кольцевых швов тел вращения в автоматическом режиме.
Способ сварки- плавящимся электродом в среде защитных газов.
Состав
1. Рама-основание;
2. Вращатель ВС-02, грузоподъемностью 200 кг;
3. Дополнительная опора вращения с пневмопинолью зажима заготовки;
4. Система позиционирования сварочного инструмента;
5. Система управления на базе ПЛК;
6. Источник питания сварочной дуги Phoenix 355 Progress puls MM TDM, блока охлаждения EWM Cool 50 U40 и блока подачи проволоки Phoenix Progress Drive 4L WE.
Особенности
Программируемый выход сварочного инструмента в точку старта сварки и возврат в точку парковки. Сварка одинаковых изделий большими партиями с минимальной потерей времени на выполнение подготовительно-заключительных операций.
Наибольший крутящий момент на оси вращения вращателя, Нм | 250 |
Наибольший крутящий момент относительно опорной плоскости планшайбы вращателя,Нм | 500 |
Диаметр планшайбы вращателя, мм | 600 |
Грузоподъемность вращателя, кг | 200 |
Частота вращений планшайбы вращателя, об/мин | 0,25…4,6 |
Угол наклона планшайбы вращателя, град | 135 |
Грузоподъемность холостой опоры, кг | 150 |
Наибольшее усилие поджима заготовки, кг | 200 |
Ход пневмопиноли вспомогательной опоры, не более мм | 150 |
Ход холостой опоры по направляющим, мм | 550 |
Величина вертикального перемещения горелки, мм | 560 |
Величина горизонтального перемещения горелки, мм | 800 |
Скорость вертикального перемещения консоли, мм/мин -маршевая -установочная |
1200 300 |
Скорость горизонтального перемещения консоли, мм/мин -маршевая -установочная |
1100 300 |
Скорость подачи электродной проволоки, м/мин | 0,5…24 |
Диаметр электродной проволоки, мм | 1,0; 1,2 |
Номинальный сварочный ток, А при ПВ 100% | 300 |
Диапазон регулирования сварочного тока , А | 5…350 |
Способ защиты дуги | Смесь газов на основе аргона |
Расход защитного газа , л/мин | 15…25 |
Ток питающей сети: -напряжение , В -частота, Гц |
380 50 |
Максимальная потребляемая мощность, кВа, не более | 25 |
При заказе оборудования уточняйте технические характеристики. ООО «ПРОМОС» оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
ООО «ПРОМОС» оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0035)
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
ОАО «НИТИ «Прогресс» — Установки для сварки кольцевых и круговых швов
УСК-50
| Год разработки | 2003 |
| Назначение | Автоматическая аргонодуговая сварка кольцевых и круговых швов |
| Диаметр свариваемых деталей (мм) | 3 — 50 |
| Длина свариваемых деталей (мм) | до 300 |
| Толщина свариваемых деталей (мм) | 0,5 — 2,0 |
| Наклон оси вращения шпинделя (град.) | 0 — 90 |
| Количество управляемых координат | 3 координаты |
| Скорость сварки (м/час) | 5 — 30 |
| Диаметр присадочной проволоки (мм) | — |
| Источник питания | Triton-120 |
| Особенности | Прецизионная сварка импульсной и постоянной дугой изделий из стали, алюминиевых и титановых сплавов малой толщины |
УСК-250
| Год разработки | 2006 |
| Назначение | Автоматическая аргонодуговая сварка кольцевых и круговых швов |
| Диаметр свариваемых деталей (мм) | 4 — 250 |
| Длина свариваемых деталей (мм) | до 500 |
| Толщина свариваемых деталей (мм) | 0,3 — 3,0 |
Наклон оси вращения шпинделя (град. ) ) | 0 — 90 |
| Количество управляемых координат | 3 координаты |
| Скорость сварки (м/час) | 5 -30 |
| Диаметр присадочной проволоки (мм) | 1,0 – 1,2 |
| Источник питания | Triton-180 |
| Особенности | Прецизионная сварка импульсной и постоянной дугой изделий из стали, алюминиевых и титановых сплавов малой толщины |
УСК-400
| Год разработки | 2015, 2016 |
| Назначение | Автоматизированная аргонодуговая сварка многослойных кольцевых швов из титановых сплавов и нержавеющих сталей |
| Размеры свариваемых деталей (мм): | |
| диаметр | 22-400 |
| длина | до 2000 |
| толщина металла | 4 — 20 |
Наклон оси вращения шпинделя (град. ) ) | — |
| Количество управляемых координат | 3 |
| Скорость сварки (м/час) | 5 — 30 |
| Диаметр присадочной проволоки (мм) | 1,2 — 3,0 |
| Источник питания | Tetrix-351, ф.EWM, Германия |
| Особенности | Многослойная сварка титановых сплавов с применением микрокамеры |
УСК-700/2000
| Год разработки | 2016 |
| Назначение | Автоматическая сварка кольцевых швов двумя независимыми горелками |
| Размеры свариваемых деталей (мм): | |
| диаметр | 100-700 |
| длина | до 2000 |
| толщина металла | 1 — 3 |
| Свариваемые материалы | Конструкционные высоколегированные, нержавеющие стали и титановые сплавы |
| Скорость сварки (м/час) | 10 — 60 |
| Диаметр присадочной проволоки (мм) | 0,8; 1,0; 1,2; 1,6 |
| Источник питания | Два автономно работающих источника питания TransTig 4000 Job G/F с блоками принудительного охлаждения FK-4000-R FC |
| Особенности | Сварка кольцевых швов неплавящимся электродом в среде защитных газов (аргон или гелий) двумя независимыми горелками, одна из которых установлена в близкое к «потолочному» положение |
УСГА-400
| Год разработки | 2015 |
| Назначение | Автоматизированная аргонодуговая сварка кольцевых и круговых швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | 20-400 |
| длина | до 3000 |
| толщина металла | 1 — 10 |
| Свариваемые материалы | Нержавеющие высокопрочные стали, алюминиевые и титановые сплавы |
| Скорость сварки (м/час) | 0,1 — 4,5 об/мин |
| Диаметр присадочной проволоки (мм) | 1,2 — 2,0 |
| Источник питания | Tetrix — 451 АС/DC, ф. EWM, Германия EWM, Германия |
| Особенности | Сварка неплавящимся электродом в среде защитных газов с использованием системы АРНД, а также колебания горелки поперек стыка шва |
УСК-1000
| Год разработки | 2010 |
| Назначение | Автоматизированная аргонодуговая сварка кольцевых и круговых швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | до 500 |
| длина | до 1500 |
| толщина металла | 1 — 3 |
| Свариваемые материалы | Нержавеющие жаропрочные стали и сплавы, титановые сплавы |
| Скорость сварки (м/час) | 3 — 30 |
| Диаметр присадочной проволоки (мм) | 1,0 — 2,4 |
| Источник питания | Tetrix — 300 АС/DC, ф. EWM, Германия EWM, Германия |
| Особенности | Сварка неплавящимся электродом в среде защитных газов с использованием системы АРНД, наклон свариваемого изделия на угол 0° — 90°. |
УСК-1200
| Год разработки | 2010 |
| Назначение | Автоматическая сварка кольцевых и круговых швов |
| Диаметр свариваемых деталей (мм) | 40 — 1200 |
| Длина свариваемых деталей (мм) | 50 — 1200 |
| Толщина свариваемых деталей (мм) | 0,8 — 10 |
| Свариваемые материалы | Конструкционные высоколегированные и нержавеющие стали, титановые сплавы |
| Скорость сварки (м/час) | 3-60 |
| Диаметр присадочной проволоки (мм) | 1,0; 1,2; 1,6; 2,0 |
| Источник питания | Tetrix-451 DC FWD |
| Устройство управления | Промышленный контроллер |
| Особенности | Сварка неплавящимся электродом в среде защитных газов, программирование траектории сварки, протоколирование параметров процесса сварки, наклон свариваемого изделия на угол 0 — 90 град.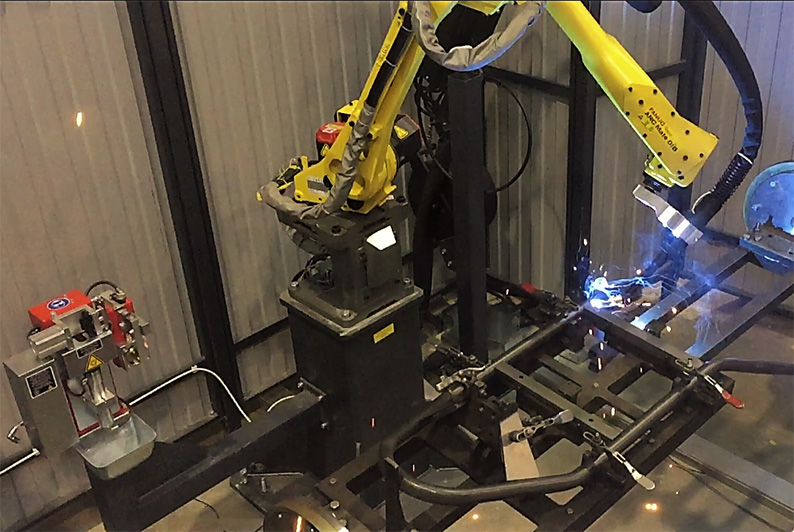 , масса изделия до 500 кг. , масса изделия до 500 кг. |
УСК-4200
| Год разработки | 2016 |
| Назначение | Автоматизированная аргонодуговая сварка кольцевых и круговых швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | 80-1200 |
| длина | 50-4200 |
| толщина металла | 0,5 — 10 |
| Свариваемые материалы | Конструкционные высоколегированные и нержавеющие стали, титановые и алюминиевые сплавы |
| Скорость сварки (м/час) | до 20 |
| Диаметр присадочной проволоки (мм) | 0,8; 1,0; 1,2; 1,6; 2,0 |
| Источник питания | Tetrix-451 АС/DC FWD |
| Особенности | Сварка неплавящимся электродом в среде защитных газов с использованием системы АРНД, а также колебания горелки поперек стыка шва, наклон свариваемого изделия на угол 0° — 90°, масса изделия до 1500 кг.
|
УСМК-2
| Год разработки | 2013 |
| Назначение | Автоматизированная аргонодуговая сварка кольцевых швов |
| Диаметр свариваемых деталей (мм) | до 500 |
| Длина свариваемых деталей (мм) | до 2000 |
| Толщина свариваемых деталей (мм) | до 30 |
| Свариваемые материалы | Титановые и нержавеющие стали |
| Скорость сварки (м/час) | до 20 |
| Диаметр присадочной проволоки (мм) | 1,6-3,0 |
| Источник питания | Tetrix — 551, ф.EWM, Германия |
| Особенности | Сварка многопроходных спиральных швов неплавящимся электродом в водоохлаждаемой камере с защитным газом. Применяется система слежения за длиною дуги (АРНД). |
УСКТ
| Год разработки | 2010 |
| Назначение | Автоматическая аргонодуговая сварка трубопроводов с фурнитурой |
| Диаметр свариваемых деталей (мм) | 5 — 14 |
| Длина свариваемых деталей (мм) | 1000 + 1000 |
| Толщина свариваемых деталей (мм) | 0,5 — 2,5 |
| Свариваемые материалы | Нержавеющие стали |
| Скорость сварки (м/час) | 5-20 |
| диаметр присадочной проволоки (мм) | 0,8; 1,0 |
| Источник питания | Triton 220 DC |
| Устройство управления | Промышленный контроллер |
| Особенности | Сварка неплавящимся электродом в среде защитных газов,синхронное вращение переднего и заднего вращателя, протоколирование процесса сварки |
УСК-20
| Год разработки | 2015 |
| Назначение | Установка для аргонодуговой автоматизированной сварки кольцевых швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | 2 — 20 |
| длина | 100 — 1100 |
| толщина металла | 0,2 — 1,2 |
| Свариваемые материалы | Нержавеющие стали аустенитного и мертенситно-стареющего классов |
| Скорость сварки | 1 — 15 об/сек |
| Источник питания | PC — 100, Polysoude |
УСК-40
| Год разработки | 2015 |
| Назначение | Установка для аргонодуговой автоматизированной сварки кольцевых швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | 2 — 40 |
| длина | 100 — 4500 |
| толщина металла | 0,2 — 3,0 |
| Свариваемые материалы | Нержавеющие стали аустенитного и мертенситно-стареющего классов |
| Скорость сварки | 1 — 30 об/сек |
| Источник питания | PC — 300, Polysoude |
УСТД
| Год разработки | 2015 |
| Назначение | Установка для аргонодуговой автоматизированной сварки кольцевых швов |
| Размеры свариваемых деталей (мм): | |
| диаметр | труба перефериная — 5,0 — 15,0; труба центральная — 20 — 40; трубная доска — 50-90 |
| длина | 800 — 1500 |
| толщина металла | 0,3 — 3,0 |
| Свариваемые материалы | Нержавеющие стали |
| Скорость сварки, мм/мин | 30 — 500 |
| Источник питания | PC — 300, Polysoude |
| Особенности | Сварка труб в трубной доске с использованием центрирующих приспособлений и автоматического поворота трубной доски |
TPS/i – интеллектуальная система сварки MIG/MAG
Предлагаемые нами программные приложения в области управления данными делают повседневную жизнь сварщика и координатора сварки намного проще и эффективнее. В дополнение к идеальному результату сварки эти приложения обеспечивают надежное документирование данных и помогают определить оптимальные параметры сварки.
В дополнение к идеальному результату сварки эти приложения обеспечивают надежное документирование данных и помогают определить оптимальные параметры сварки.
WeldCube Премиум
Прозрачность и безопасность, а также производительность и экономия времени являются общими требованиями в сварочном производстве. Запись данных сварки для документирования и анализа может оказать неоценимую помощь; и именно здесь на первый план выходит программное обеспечение для управления данными сварки WeldCube. Премиум-версия предоставляет вам удобный централизованный ресурс документации данных с интеллектуальными функциями управления, статистики и анализа, включая графические оценки.
В WeldCube Премиум
Приложение WeldConnect
WeldConnect позволяет сварщикам легко подобрать нужные параметры для ручной сварки. Приложение помогает определить правильные настройки на каждом этапе и позволяет передавать сохраненные параметры сварки по беспроводной связи на подключенную сварочную систему. Его также можно использовать для сканирования номеров деталей, серий и сварных швов для документирования данных по конкретным компонентам и для идентификации пользователя с помощью мобильных телефонов с поддержкой NFC.
Приложение помогает определить правильные настройки на каждом этапе и позволяет передавать сохраненные параметры сварки по беспроводной связи на подключенную сварочную систему. Его также можно использовать для сканирования номеров деталей, серий и сварных швов для документирования данных по конкретным компонентам и для идентификации пользователя с помощью мобильных телефонов с поддержкой NFC.
В приложение WeldConnect
Центральное управление пользователями
Централизованное управление пользователями обеспечивает быстрое и простое администрирование пользователей, заменяя отдельную настройку непосредственно на каждом устройстве и тем самым экономя много времени. Затем становится просто автоматически передавать права пользователя на новые устройства.
К центральному управлению пользователями
СмартМенеджер
SmartManager — это веб-решение, которое позволяет вам получать доступ к документации данных TPS/i из веб-браузера. Данные записываются локально на устройство и становятся доступными через WeldCube Light и Basic. Все настройки можно сделать на ПК и при необходимости экспортировать или импортировать.
Данные записываются локально на устройство и становятся доступными через WeldCube Light и Basic. Все настройки можно сделать на ПК и при необходимости экспортировать или импортировать.
API
Наш API — это интерфейсное решение, позволяющее обмениваться данными с другими системами. Это означает, что вы можете легко получить доступ к данным о наших сварочных системах и создать подробный анализ, оценку и визуализацию, используя свои собственные программные пакеты. TPS/i поддерживает протоколы OPC-UA и MQTT и может предоставлять оперативные данные.
К API
Лазерная сварка прокладывает путь к революции в металлоконструкциях
© Fraunhofer IWS Dresden
Полностью изготовленный методом лазерной сварки демонстрационный образец мостового крана длиной четыре метра с низкими искажениями и низким энергопотреблением.
© Fraunhofer IWS Dresden
На диаграмме показаны максимальные вертикальные сдвиги в ходе эксперимента по сравнению с моделированием за несколько проходов.
Этот проект финансировался Министерством экономики, труда и транспорта Саксонии. Номер гранта: 100284836
Да здравствует революция в стальных конструкциях – сварка стали быстрее, лучше, дешевле
Управляемый Fraunhofer IWS в сотрудничестве с тремя компаниями среднего размера, проект, финансируемый Государственным министерством экономики, труда и транспорта Саксонии, был успешно реализован. Целостный исследовательский подход к стальным конструкциям, в котором моделирование тепловых искажений поддерживает разработку процесса лазерной сварки, добавляет проекту новое измерение. Потенциал нового процесса сварки продемонстрирован на примере четырехметрового демонстрационного сегмента крана, полностью сваренного лазером. Таким образом, партнеры успешно изучили потенциальные сценарии применения для участвующих компаний среднего размера в области стальных конструкций. В стальном строительстве текущая цепочка создания стоимости характеризуется сложными производственными этапами и в основном ручными отдельными процессами, такими как сварка металла в среде защитного газа (MSG), дуговая сварка под флюсом (SMAW) и интенсивные процессы правки. «Результаты проектной группы показывают, что с оптимизированной для лазера конструкцией сегмент мостового крана коробчатой формы с угловыми и стыковыми сварными соединениями толщиной до 30 миллиметров может быть сварен лазером с малым искажением», — сообщает д-р Дирк Диттрих, команда. руководитель группы лазерной сварки, с гордостью.
В стальном строительстве текущая цепочка создания стоимости характеризуется сложными производственными этапами и в основном ручными отдельными процессами, такими как сварка металла в среде защитного газа (MSG), дуговая сварка под флюсом (SMAW) и интенсивные процессы правки. «Результаты проектной группы показывают, что с оптимизированной для лазера конструкцией сегмент мостового крана коробчатой формы с угловыми и стыковыми сварными соединениями толщиной до 30 миллиметров может быть сварен лазером с малым искажением», — сообщает д-р Дирк Диттрих, команда. руководитель группы лазерной сварки, с гордостью.
Усовершенствованный процесс многопроходной лазерной сварки в узкий зазор (MPNG) полностью соединяет поперечные сечения листов с одной стороны, что позволяет избежать трудоемкого поворота компонентов во время сборки. Дополнительным преимуществом здесь является тот факт, что широко используемый процесс плазменной резки может быть дополнительно использован для резки листового полуфабриката по размеру. Связанный с технологическим процессом малый угол раскрытия разделки шва, равный двенадцати градусам, также обеспечивает небольшой объем шва и, таким образом, значительно уменьшает присадочный материал, а также тепловложение и деформацию деталей.
Связанный с технологическим процессом малый угол раскрытия разделки шва, равный двенадцати градусам, также обеспечивает небольшой объем шва и, таким образом, значительно уменьшает присадочный материал, а также тепловложение и деформацию деталей.
О будущем сварки стали
По сравнению с сегментами крана, сваренными традиционным способом, в основном избегаются дорогостоящие процессы правки. Диттрих поясняет: «Современный диодный лазер средней мощности мощностью не более десяти киловатт обеспечивает безопасную сварку с присадочной проволокой. Недавно разработанное лазерное защитное устройство, устанавливаемое непосредственно на сварочную головку, обеспечивает достаточную безопасность работы даже при работе со стальными конструкциями». В будущем можно в значительной степени отказаться от дорогостоящего дополнительного оборудования, такого как неподвижные стены или даже полное ограждение зоны сварки. Экономическая эффективность лазерного процесса значительно выше по сравнению с традиционными методами сварки из-за более короткого времени сварки и того факта, что больше не требуется правильная работа.