Р2У3К рулетка измерительная металлическая. Узк 22.3.6. Ультразвуковой контрольУльтразвуковой контроль применяют при проверке стыков сварных соединений барабанов, камер, стыков и гибов трубопроводов, труб поверхностей нагрева и шпилек. Этот метод основан на отражении ультразвуковых волн от дефектов. В качестве источника колебаний используют пьезоэлектрические излучатели - пластинки, изготовленные из титаната бария. Если к поверхности пластинки подвести переменное напряжение, то она начнет изменять свои размеры в зависимости от частоты напряжения. В то же время при механическом многократном сжатии и растяжении пластинки на ее поверхностях появляются электрические разряды - пьезоэффект обратим. Щуп для ультразвукового контроля состоит из плексигласовой оправы с вмонтированной в нее пластинкой титаната бария. Звуковые колебания передаются трубе от щупа через тонкий слой машинного масла. Ультразвуковой луч направленно пронизывает трубу и перемещается по ней до тех пор, пока не встретит на пути границу отражения, которой могут быть подкладное кольцо сварного шва, неровности нижнего корневого валика при сварке труб без подкладных колец, дефекты в сварном шве или в самой трубе. Отразившись от границы раздела, луч возвращается в излучатель и вызывает колебание пластинки титаната бария. Возникает обратный пьезоэлектрический эффект, а именно: механические колебания пластинки преобразовываются в электрические и передаются в приемный усилитель, а затем поступают на экран электронно-лучевой трубки, где отраженные лучи фиксируются в виде импульсов. По величине, форме и расположению импульсов на оси развертки составляется заключение о наличии или отсутствии в сварном соединении дефекта, а также о его размерах и характере. Ось развертки электронно-лучевой трубки служит осью времени, на которой откладывается время пробега ультразвукового луча от излучателя до отражающей границы и обратно. Для определения места отражения луча необходимо провести сравнение с эталонным образцом. Непосредственно по осциллограмме нельзя определить характер дефекта шва: непровар, шлаковое включение или трещина. Для определения характера дефекта необходимо учитывать особенности конструкции контролируемого объекта и отдельных его элементов, а также различия в обычном расположении отдельных групп дефектов в сварном шве. Картина, возникающая на экране дефектоскопа при прозвучивании контролируемого сварного шва, сравнивается с картиной, полученной при прозвучивании сварного шва эталонного образца с искусственным дефектом. Ультразвуковой контроль сварных стыков производится в соответствии с #M12291 1200001359ГОСТ 14782-86#S[34] и ОП № 501 ЦД-75 [97]. 2.3.7. ПросвечиваниеПросвечивание рентгеновскими или гамма-лучами применяют для контроля стыковых и угловых сварных соединений барабанов и камер, а также соединений труб поверхностей нагрева, стыковых сварных соединений литых элементов с трубопроводами и между собой. Просвечиванием рентгеновскими или гамма-лучами можно определить внутренние дефекты сварных соединений: раковины, поры, шлаковые включения, трещины и непровары. Источником рентгеновских лучей служит рентгеновская трубка, а источником гамма-лучей - ампула с радиоактивным изотопом. Для просвечивания металлов и сварных соединений часто применяют радиоактивные изотопы кобальта и цезия. Гамма-лучи из ампулы, находящейся в контейнере, или рентгеновские лучи от трубки проходят через деталь и попадают на фотопленку, помещенную в кассете (рис. 2.6). При прохождении гамма-лучей через деталь из-за поглощения металлом интенсивность их потока уменьшается. Интенсивность потока, прошедшего через дефект, выше, чем на соседних участках. Пленка засвечивается прошедшими лучами. Дефекты на пленке получаются темными. Когда сварной шов выполнен хорошо и в металле шва дефекты отсутствуют, то после просвечивания рентгеновскими лучами и обработки пленки на темном фоне получается светлая полоса. Она соответствует металлу шва, так как толщина шва с усилением больше толщины стенок основного металла. Небольшие трещины и маленький непровар на снимке не обнаруживаются; они лучше выявляются ультразвуком. Правила просвечивания сварных соединений изложены в #M12291 1200001358ГОСТ 7512-82#S[25].
Рис. 2.6. Схема контроля сварных швов методом просвечивания: I - просвечивание гамма-лучами: а - принципиальная схема контроля; б - просвечивание стыка труб через две стенки; 1 - ампула с изотопом; 2 - гамма-лучи; 3 - рентгеновская пленка; 4 - усиливающий экран; 5 - сварной шов; II - просвечивание рентгеновскими лучами: а - принципиальная схема контроля; б - просвечивание одновременно четырех стыков труб поверхностей нагрева; 1 - рентгеновская трубка; 2 - рентгеновские лучи; 3 - рентгеновская пленка; 4 - усиливающий экран; 5 - сварной шов studfiles.net Теоретические основы УЗК | shearwaveCлайды, которые теоретически могут помочь сдать общий экзамен на 1-2 уровень по ультразвуковому контролю. Сокращения:НК - неразрушающий контрольОК - объект контроляТермины и определения: Качество продукции - совокупность свойств продукции, обуславливающих ее способность удовлетворять определенные потребности в соответствии с ее назначениемКонтроль (технический контроль) - проверка соответствия объекта установленным техническим требованиямВид контроля - классификационная группировка контроля по определенному признакуМетод контроля - правила применения определенных принципов и средств контроляМетод неразрушающего контроля (НК) - метод контроля, при котором не должна быть нарушена пригодность объекта к применениюСистема контроля - совокупность средств контроля, исполнителей и определенных объектов контроля, взаимодействующих по правилам, установленным соответствующей нормативной документациейСредство контроля - техническое устройство, вещество и (или) материал для проведения контроляКонтролепригодность - свойство изделия, обеспечивающее возможность, удобство и надежность его контроля при изготовлении, испытаниях, техническом обслуживании и ремонте Входной контроль - контроль продукции поставщика, поступившей к потребителю или заказчику, и предназначенный для использовании при изготовлении, ремонте или эксплуатации продукцииОперационный контроль - контроль продукции или процесса во время выполнения или после завершения технологической операцииПриемочный контроль - контроль продукции, по результатам которого принимается решение о ее пригодности к поставкам и (или) использованию Дефект - каждое отдельное несоответствие объекта установленным требованиям (ГОСТ 15467-79)Несплошность - нарушение однородности материала, вызывающее скачкообразное изменение одной или нескольких его физических характеристик (плотности, магнитной проницаемости, скорости звука, волнового сопротивления и проч.)Дефектное изделие - изделие, имеющее хотя бы один дефектКритический дефект - дефект, при наличии которого использование продукции по назначению практически невозможно или недопустимоЗначительный дефект - дефект, который существенно влияет на использование продукции по назначению и (или) на ее долговечность, но не является критическимМалозначительный дефект - дефект, который существенно не влияет на использование продукции по назначению и ее долговечность Достоверность контроля - характеристика (качественная или количественная) контроля, показывающая на основе предварительно установленных критериев близость к ситуации, исключающей как перебраковку, так и недобраковкуПеребраковка - отсутствие дефектов хотя бы в одном из забракованных по результатам контроля объектовНедобраковка - наличие дефекта хотя бы в одном из объектов, признанных годными по результатам контроля Как известно из ГОСТ 18353-79, существуют 9 видов НК:1. Магнитный - вид НК, основанный на анализе взаимодействия магнитного поля с ОК)2. Электрический- вид НК, основанный на регистрации параметров электрического поля, взаимодействующего с ОК или возникающего в ОК в результате внешнего воздействия3. Вихретоковый - вид НК, основанный на анализе взаимодействия электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в ОК4. Радиоволновой - вид НК, основанный на регистрации изменений параметров электромагнитных волн радиодиапазона, взаимодействующих с ОК5. Тепловой - вид НК, основанный на регистрации изменений тепловых или температурных полей ОК, вызванных дефектами6. Оптический - вид НК, основанный на регистрации параметров оптического излучения, взаимодействующего с ОК7. Радиационный - вид НК, основанный на регистрации и анализе проникающего ионизирующего излучения после взаимодействия с ОК8. Акустический - вид неразрушающего контроля, основанный на регистрации параметров упругих волн, возбуждаемых и (или) возникающих в ОК9. Проникающими веществами (капиллярный и течеисканием) - вид неразрушающего контроля, основанный на проникновении веществ в полости дефектов ОКМетоды каждого вида НК классифицируются по следующим признакам:• характеру взаимодействия физических полей или вещества с ОК;• первичным информативным параметрам;• способам получения первичной информации. Классификация методов в соответствии с ПБ 03-440-02 немного отличается.«Правила аттестации персонала в области неразрушающего контроля» ПБ 03-440-02 устанавливают порядок аттестации персонала, выполняющего НК технических устройств, зданий и сооружений на опасных производственных объектах. Аттестация персонала в области НК проводится в целях подтверждения достаточности теоретической и практической подготовки, опыта, компетентности специалиста, т.е. его профессиональных знаний, навыков, мастерства и предоставления права на выполнение работ по одному или нескольким видам (методам) НК. Специалисты НК в зависимости от их подготовки и производственного опыта аттестуются по трем уровням профессиональной квалификации – I, II, III.Аттестации подлежит персонал, проводящий контроль объектов с применением следующих видов (методов) НК:1. Радиационный РК (RT)1.1. Рентгенографический1.2. Гаммаграфический1.3. Радиоскопический2. Ультразвуковой УК (UT)2.1. Ультразвуковая дефектоскопия2.2. Ультразвуковая толщинометрия3. Акустико-эмиссионный АЭ (AT)4. Магнитный МК (MT)4.1. Магнитопорошковый4.2. Магнитографический4.3. Феррозондовый4.4. Эффект Холла4.5. Магнитной памяти металла5. Вихретоковый ВК (ET)6. Проникающими веществами6.1. Капиллярный6.2. Течеискание7. Вибродиагностический ВД8. Электрический ЭК9. Тепловой ТК10. Оптический ОК11. Визуальный и измерительный ВИК (VT)12. Контроль напряженно-деформированного состояния НДС12.1. Радиационный12.2. Ультразвуковой12.3. Магнитный12.4. Вихретоковый Кандидат, претендующий на прохождение аттестации на один из трех уровней квалификации, аттестуется по конкретным методам НК. Областью аттестации каждого кандидата является сфера его деятельности по контролю конкретных объектов:1. Объекты котлонадзора2. Системы газоснабжения (газораспределения):3. Подъемные сооружения4. Объекты горнорудной промышленности5. Объекты угольной промышленности6. Оборудование нефтяной и газовой промышленности7. Оборудование металлургической промышленности8. Оборудование взрывопожароопасных и химически опасных производств9. Объекты железнодорожного транспорта10. Объекты хранения и переработки зерна11. Здания и сооружения (строительные объекты)12. Оборудование электроэнергетики Теперь перейдем к определениям из раздела "Колебания и волны".Колебание - движение вокруг некоторого среднего положения, обладающее повторяемостью во времениВолна - колебательные движения, распространяющиеся в пространстве: колебания одной точки среды передаются соседней и так далееВ акустике рассматривают упругие колебания и волны, в других видах неразрушающего контроля используются электромагнитные колебания и волны.Упругость - свойство точек среды возвращаться к первоначальному состоянию после прекращения воздействия силы Колебания характеризуются частотой и амплитудой.Частота - количество периодов (циклов) колебаний в единицу времени (обычно секунду)Колебания от точки к точке среды передаются с определенной скоростью – скоростью распространения звука.Длина волны - минимальное расстояние между двумя точками, колеблющимися в одной фазе
Ультразвуковая волна - процесс распространения упругих колебаний ультразвуковой частоты в материальной средеЛуч - направление, в котором распространяется максимум энергии волнового процессаФронт - совокупность точек, колеблющихся в одной фазе, до которых в заданный момент дошел волновой процессДиапазон частот упругих колебаний
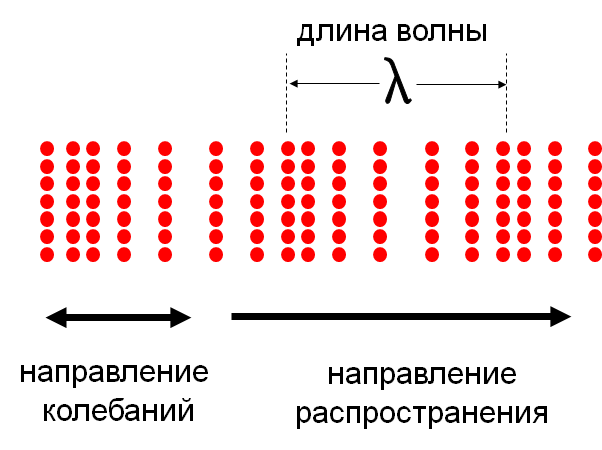
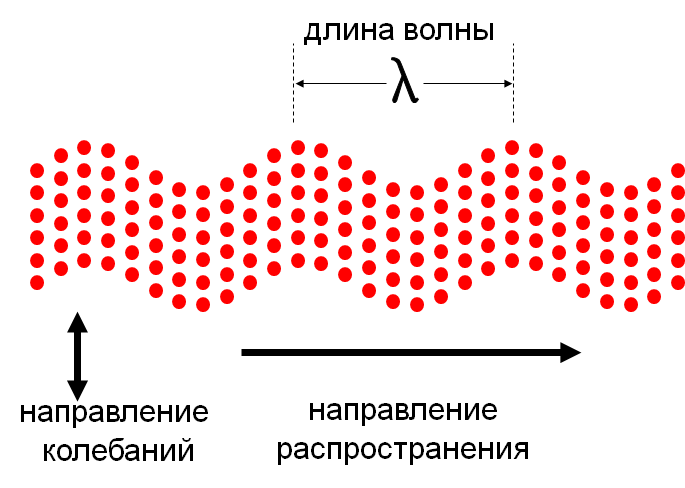
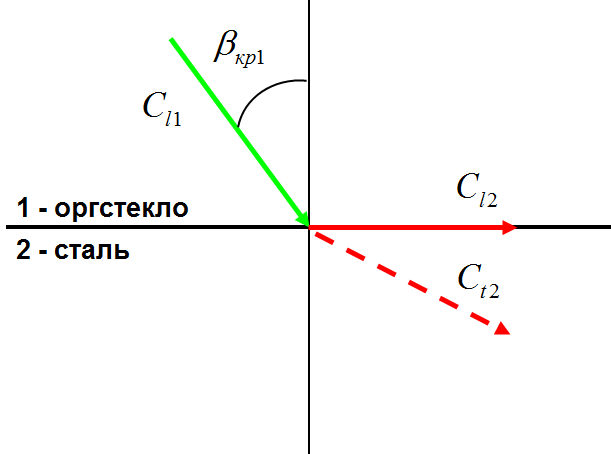
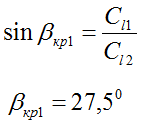
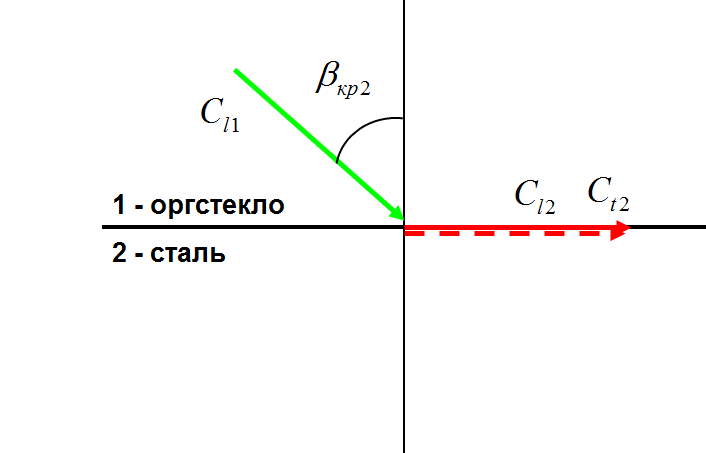
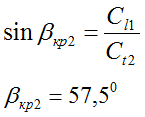
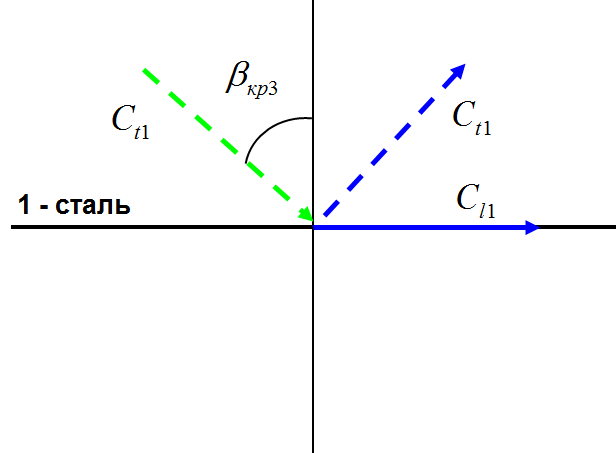
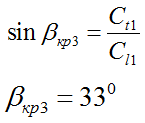
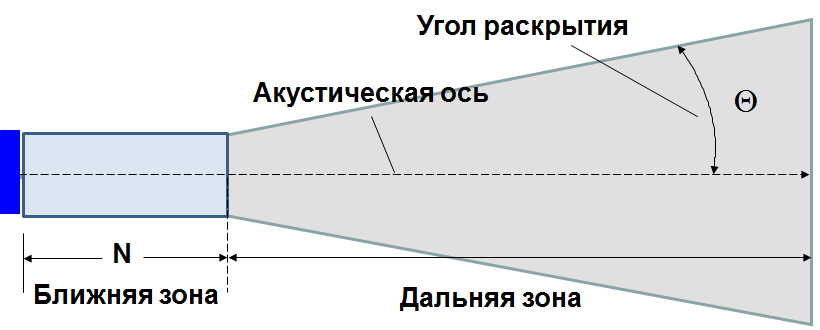
Объемные волны Продольная волна существует а твердых телах, жидкостях и газах.Колебательное движение отдельных частиц происходит в том же направлении, в котором распространяется волна. Поперечные волны существуют только в твердом теле.Отдельные частицы колеблются в направлении, перпендикулярном направлению распространения волны. Поверхностные волныПоверхностная волна (Рэлея)- комбинация продольных и поперечных волн- распространяется вдоль свободной границы твердого тела- частицы совершают колебания по эллипсам- волна распространяется на большие расстояния- быстро затухает с глубинойГоловная волна- скорость практически равна скорости продольной волны- при распространении вдоль поверхности в каждой точке порождает поперечную волну под углом к нормали- волна быстро ослабляется Волны в ограниченных твердых телах1. Волны в пластине (волны Лэмба)2. Волны в стержнях (волны Похгаммера)Скорость распространения зависит от:- частоты (явление дисперсии скорости)- упругих свойств материала- поперечных размеров пластины или стержняХарактерны две скорости распространения:- фазовая - скорость изменения фазы в направлении распространения- групповая - скорость распространения энергии при передаче импульса Критические углы 1-й критический уголнаименьший угол падения продольной волны, при котором преломленная продольная волна не будет проникать во вторую среду (возникновение головной волны) 2-й критический уголнаименьший угол падения продольной волны, при котором преломленная поперечная волна не будет проникать во вторую среду (появление поверхностной волны Рэлея) 3-й критический уголнаименьший угол падения поперечной волны, при котором еще отсутствует отраженная продольная волна Ультразвуковое полеПьезопластину представляем состоящей из большого количества элементарных излучателей.В непосредственной близости ультразвук распространяется в виде параллельного пучка лучей (прожекторная зона).Расстояния от разных излучателей до некоторой точки B могут сильно отличаться. Соответственно, отличаются и фазы приходящих сигналов. При совпадении фазы амплитуда увеличивается, если фазы противоположны – амплитуда уменьшается.Появляются максимумы и минимумы амплитуды. Энергия находится в пределах нерасходящегося пучка. Эта область называется ближней зоной, ближнем полем или зоной Френеля.В ближней зоне сложно определить максимумы амплитуд эхосигналов от отражателей, вследствие чего можно ошибиться в оценке их размеров, количестве и координат.Например, в середине ближней зоны поле имеет минимум на оси преобразователя, а в стороне – максимумы. При обнаружении одной несплошности можно решить, что найдено две, расположенные по сторонам от истинного положения несплошности.В дальней зоне появление максимумов и минимумов под влиянием разности фаз приходящих волн происходит только когда точка находится в стороне от оси преобразователя.Основная часть поля имеет вид расходящихся конусом лучей из центра преобразователя.Максимум амплитуды соответствует оси преобразователя. С увеличением угла между направлением какого-либо луча и осью амплитуда уменьшается. За пределами некоторого угла (угла раскрытия) излучение почти не чувствуется. Угол раскрытия определяет направленность излучения. shearwave.ru 64426-16: МК УЗК Меры калибровочные (эталонные) для средств ультразвукового неразрушающего контроля сварных соединенийНазначениеМеры калибровочные (эталонные) для средств ультразвукового неразрушающего контроля сварных соединений МК УЗК (далее по тексту - меры) предназначены для воспроизведения и хранения физической величины заданных геометрических размеров искусственных дефектов в сварных соединениях. ОписаниеПринцип действия основан на воспроизведении заданных геометрических размеров искусственных дефектов, выполненных в виде несквозных цилиндрических отверстий с плоским дном (плоскодонных отражателей). Меры представляют собой изделия в виде блоков (параллелепипедов), изготовленных из стали Ст20. На мере МК УЗК-1 выполнено три плоскодонных отражателя с одной стороны ("5","7,5","10"), на мере МК УЗК-2 - шесть плоскодонных отражателей (по три с каждой стороны - " 10-65","15-65","20-65", "10-70","15-70","20-70"). Меры применяются для выполнения процедуры настройки чувствительности ультразвуковых дефектоскопов при выполнении ультразвукового неразрушающего контроля сварных соединений толщиной от 5 до 20 мм. Общий вид мер приведен на рисунке 1. Метрологические и технические характеристики приведены в таблице 1. Таблица 1
Знак утверждения типаЗнак утверждения типа наносится на титульный лист паспорта методом печати и на информационную табличку на боковой поверхности меры методом металлографики. КомплектностьТаблица 2
Поверкаосуществляется согласно методике поверки МП 012.Д4-16 «ГСИ. Меры калибровочные (эталонные) для средств ультразвукового неразрушающего контроля сварных соединений МК УЗК. Методика поверки», утвержденной ФГУП «ВНИИОФИ» в феврале 2016 года. Знак поверки наносится на свидетельство о поверке в виде наклейки или оттиска поверительного клейма. Основные средства поверки: 1 Микроскоп большой инструментальный БМИ-1. (Госреестр № 1363-60). 2 Угломер с нониусом УН Мод-127 (Госреест № 957-54). 3 Индикатор часового типа ИЦ 0 - 12,5 мм, ц.д. ± 0,001 мм (Госреестр № 58190-14) 4 Дефектоскоп ультразвуковой УД2В-П (Госреестр № 52657-13). 5 Тестер ультразвуковой УЗТ-РДМ (Госреестр № 44488-10). 6 Прибор для измерений параметров шероховатости поверхности TR200 (Госреестр № 58865-14). 7 Штангенциркуль ТТТТЩ-Т-125-0,01 (Госреестр № 52058-12). Сведения о методах измеренийМеры применяются для выполнения процедуры настройки чувствительности ультразвуковых дефектоскопов и используются в соответствии с документацией (методика настройки, контроля) на соответствующий прибор. Нормативные и технические документы, устанавливающие требования к мерам калибровочным (эталонным) для средств ультразвукового неразрушающего контроля сварных соединений МК УЗК Технические условия. «Меры калибровочные (эталонные) для средств ультразвукового неразрушающего контроля сварных соединений МК УЗК. ТУ 4276-009-27513459-2015». all-pribors.ru Устройство закладки кабеля — Википедия Переиздание // WIKI 2Примеры применения УЗК Устройство закладки кабеля (УЗК) (англ. Cable Pulling Systems) — устройство, предназначенное для закладки (втягивания) кабеля в закрытые кабель-каналы, имеющие вид труб прямоугольного или круглого сечения. Другие названия УЗК: устройство затяжки кабеля, устройство заготовки каналов. Традиционно УЗК применяют при прокладке кабелей слаботочных телекоммуникационных сетей (СКС) за фальш-стенами, над фальш-потолками, по трубам, металлорукавам, коробам и т.п. Устройство УЗКУЗК состоит из прутка (бывает стеклопластиковый, нейлоновый, металлический и из комбинации этих материалов) и насадки (гибкая или жесткая). Тип прутка влияет на его гибкость, вес и стоимость УЗК. Прутки из жестких (плохо гнущихся) материалов используют для протягивания кабеля в прямолинейных или заполненных кабель-каналах, в которых требуется с усилием проталкивать пруток вперед. В этом случае также используются жесткие насадки на пруток. Прутки из гибких материалов используют для протягивания кабеля в кабельных каналах с сильными или многочисленными изгибами. В этом случае также используются гибкие насадки на пруток. В зависимости от длины прутка (обычно от 5 до 500 м.) УЗК поставляется в катушках различной конструкции или в бухтах. В общем случае название УЗК также применяют к приспособлениям другой конструкции, также использующимся для прокладки кабеля (например, кабельный пистолет, магнитные УЗК). Принцип работы УЗКПри необходимости протянуть кабель внутри закрытого (то есть не имеющего крышки по всей длине) кабель-канала сначала осуществляется его проходка с помощью УЗК: пруток УЗК проталкивается по всей длине кабель-канала. С другой стороны к насадке прутка крепится кабель. Для закрепления кабеля используют различные приспособления – кабельные чулки, разборные наконечники различных типов. После закрепления кабеля пруток УЗК втягивают обратно, таким образом, протягивая кабель внутри кабельного канала. Если кабель-канал длинный, то для протяжки кабеля может потребоваться большее усилие, чем может обеспечить прочность прутка УЗК. В этом случае в канал сначала втягивается крепкий металлический трос и уже за трос втягивается кабель, прикрепленный к тросу. Подручные приспособления для работы с УЗКДля облегчения втягивания кабеля в кабель-каналы применяются специальные смазки для протяжки кабеля. Они не причиняют вреда оболочке кабеля, вместе с тем снижают трение при его протяжке на величину до 90%. Для облегчения работы с УЗК также используют приспособления для быстрого захвата прутка. Они надежно захватывают пруток и не дают рукам проскальзывать при его проталкивании или вытягивании из кабель-канала. ПримечанияСм. такжеСсылкиЭта страница последний раз была отредактирована 27 мая 2018 в 21:25.wiki2.org Р2У3К рулетка измерительная металлическаяРулетка измерительная металлическая Р2УЗК; Р2 УЗК; Р 2УЗК; рулетка Р2УЗК; Р2-УЗК; Р-2УЗК; купить дешевле Р2УЗК; Р2УЗК; Р2УЗК; купить рулетку измерительную Р 2УЗК; Р-2УЗК; Р2 УЗК; технические характеристики рулетки Р2УЗК НАЗНАЧЕНИЕ РУЛЕТКИ Р2УЗК Рулетки измерительные металлические Р2УЗК, Р5УЗК, Р10УЗК, Р20УЗК, Р30УЗК, Р50УЗК предназначены для измерения линейных размеров непосредственным сравнением со шкалой рулетки. Рулетки предназначены для эксплуатации в следующих условиях: - температура окружающей среды от минус 40 до 50ºС - относительная влажность воздуха до 98% при температуре 20ºС ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Р2УЗК
Началом шкалы рулетки является нулевое деление, которое отдалено от торца не менее чем на 100 мм. Границы допустимой абсолютной погрешности общей длины шкалы и отдельных ее интервалов при температурах (20±5) ºС - миллиметровые интервалы ±0,2 - сантиметровые интервалы ±0,3 - дециметровые интервалы±0,4 - отрезок шкалы 1 м и более ±[0,40÷0,20(L-1)] L – число полных и не полных метров в отрезке В комплект поставки входит: - рулетка – 1 шт.; - руководство по эксплуатации – 1 экземпляр на партию
Гарантийный срок эксплуатации – 12 месяцев. ooobvs.ru | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||
|
|
||||||||||||||||||
|
 Скорость звука во многих металлах около 6000 м/с. При частоте 6 МГц длина волны равна 1 мм. При ультразвуковом контроле металлов обычно используют волны длиной от 0,06 до 12 мм.Амплитуда - наибольшее отклонение от положения равновесияВ ультразвуковом контроле обычно измеряют ослабление амплитуды A' относительно возбужденных в объекте контроля колебаний Aо. Для этого применяют логарифмические единицы – децибелы (дБ).Т.к. A'<Ao, то децибелы будут отрицательными, однако в ультразвуковой дефектоскопии знак "-" принято опускать.
Скорость звука во многих металлах около 6000 м/с. При частоте 6 МГц длина волны равна 1 мм. При ультразвуковом контроле металлов обычно используют волны длиной от 0,06 до 12 мм.Амплитуда - наибольшее отклонение от положения равновесияВ ультразвуковом контроле обычно измеряют ослабление амплитуды A' относительно возбужденных в объекте контроля колебаний Aо. Для этого применяют логарифмические единицы – децибелы (дБ).Т.к. A'<Ao, то децибелы будут отрицательными, однако в ультразвуковой дефектоскопии знак "-" принято опускать.
 В акустике рассматриваются изотропные среды.Изотропия - независимость физических свойств среды от направления в ней. Среды, в которых свойства зависят от направления, называют анизотропными.
В акустике рассматриваются изотропные среды.Изотропия - независимость физических свойств среды от направления в ней. Среды, в которых свойства зависят от направления, называют анизотропными.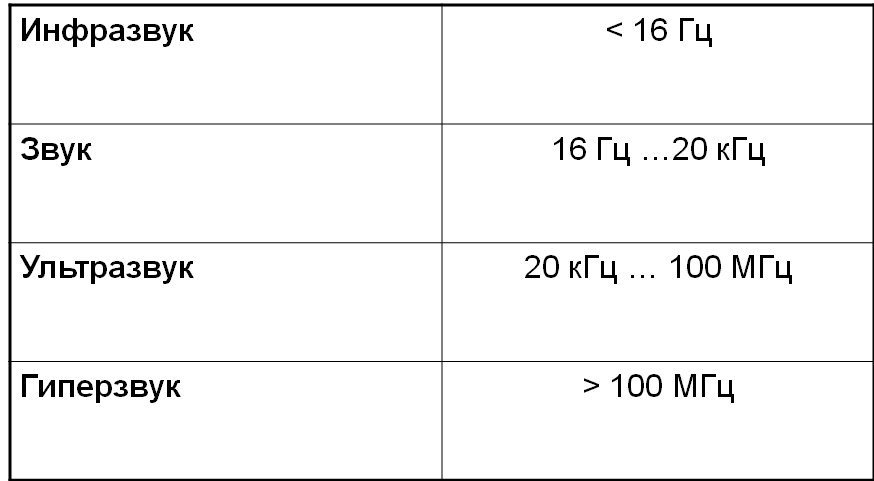
 Поперечные волны подразделяются на горизонтально поляризованные SH и вертикально поляризованные SV. При контроле наклонным ПЭП используется SV поляризованная поперечная волна.
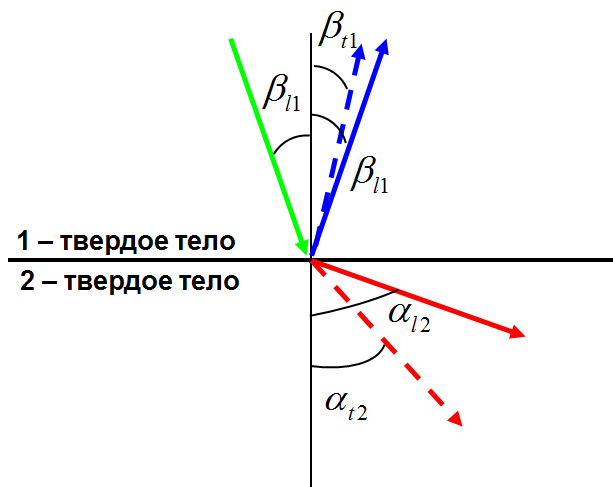
Поперечные волны подразделяются на горизонтально поляризованные SH и вертикально поляризованные SV. При контроле наклонным ПЭП используется SV поляризованная поперечная волна.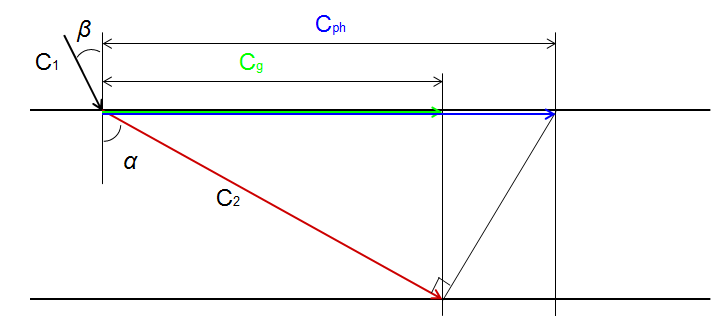 Закон Снеллиуса (синусов)Направление отраженных и преломленных, продольных и поперечных волн определяется законом синусов (законом Снеллиуса).Для всех волн отношение синуса угла (между направлением волны и нормалью к поверхности раздела) к скорости волны будет постоянной величиной.
Закон Снеллиуса (синусов)Направление отраженных и преломленных, продольных и поперечных волн определяется законом синусов (законом Снеллиуса).Для всех волн отношение синуса угла (между направлением волны и нормалью к поверхности раздела) к скорости волны будет постоянной величиной.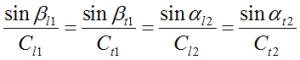
 a – радиус круглого пьезоэлемента;α - угол ввода;β - угол призмы;λ – длина волны;- угол раскрытия по уровню (-20) дБn – коэффициент, равный 0,45 для круглой и 0,38 для прямоугольной пьезопластины
a – радиус круглого пьезоэлемента;α - угол ввода;β - угол призмы;λ – длина волны;- угол раскрытия по уровню (-20) дБn – коэффициент, равный 0,45 для круглой и 0,38 для прямоугольной пьезопластины