Способ изготовления флюса для кузнечной сварки. Чем заменить в кузнице флюсСпособ изготовления флюса для кузнечной сварки
Класс 4911, 36„. М 55809 ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Зарегистрировано в Бюро после изобретений Госплана при СНК СС П. В. Паравян. Способ изготовления флюса для кузнечн Заявлено 2 марта 1938 года в НКТМаш за № 14 Опубликовано 31 июля 1939 года. Предмет изобретения. Тип. арт. «Сов. пенс» Зак. ¹ 6010 — 675 Предмет изобретения составляет способ изготовления флюса для кузнечной сварки, применяемого вместо буры. Для этого свежепрокаленная нега- шеная известь смешивается с водой из расчета 0,3 вес. ч. извести на 1 вес. ч. воды, и в полученное известковое молоко всыпается 1,3 ч. .по весу щелока, предпочтительно углекислого натрия. При стоянии 1 в течение нескольких часов при комнатной температуре смесь затвер. девает и в раздробленном состоянии может применяться в качестве флюса для кузнечной сварки. Кроме того, можно полученный таким образом твердый продукт облить хорошо отстоявшейся и прокипяченной известковой водой, причем количество последней по весу должно составлять 1 ч. на 2 ч. твердого вещества. После нескольких часов стояния смесь эта превращается в мелкий порошок, который ооладает в качестве флюса еще лучшими качествами, чем первоначально полученный продукт. Способ изготовления флюса для кузнечной сварки, отличающийся тем, что 0,2 — 0,3 вес. ч. негашеной навести, растворенной в 1 вес. ч. воды, смешивают с 1,3 вес. ч. щелока с целью образования твердого вещества, постепенно превращающегося в порошкообразный флюс.  Похожие патенты:
Изобретение относится к сварке, в частности к способам прокалки сварочных флюсов при их применении и изготовлении
Изобретение относится к сварке, в частности к составам флюсов, используемых для механизированной сварки с повышенной скоростью, применяемых для восстановления изношенных деталей, работающих в условиях абразивного износа, в том числе колечатых валов
Изобретение относится к веществам, используемым для термической обработки металлов и сплавов, и может быть использовано в качестве теплоносителя при восстановлении деталей наплавкой металлических порошков
Изобретение относится к сварочному производству и предназначено для использования при нанесении высоколегированных плакирующих слоев путем автоматической электродуговой наплавки ленточным электродом под слоем заявляемого флюса
Изобретение относится к области сварочных материалов, а именно к флюсам для наплавки индукционно-металлургическим способом твердых сплавов
Изобретение относится к технологии восстановления изношенных деталей железнодорожной техники
Способ изготовления флюса для кузнечной сварки www.findpatent.ru Кузнечная сварка сталейКузнечная сварка сталейПОЛУЧЕНИЕ СОЕДИНЕНИЯ
Получить качественное неразъемное соединение можно только при условии удаления с соединяемых поверхностей оксидных и других загрязняющих пленок. При сварке давлением это достигается приложением к свариваемым поверхностям давлений, достаточных для разрушения и удаяения загрязняющих пленок и ликвидации всех неровностей на поверхностях заготовок. Таким образом, для осуществления кузнечной сварки металл заготовки должен обладать высокой пластичностью и низким сопротивлением деформированию, а соединяемые поверхности должны быть тщательно очищенными в момент пластического деформирования. Кузнечная сварка обеспечивает высокую надежность сварного соединения, но требует высокой квалификации рабочего. Процесс получения неразъемного соединения кузнечной сваркой состоит из следующих основных элементов: подготовки заготовок к сварке; нагревания свариваемых частей заготовок; сварки заготовок пластическим деформированием; отделки заготовки в месте сварки и правки. Для качественного соединения требуется выполнение на всех этапах сварки определенных приемов и технологических режимов. СТАЛИ ДЛЯ КУЗНЕЧНОЙ СВАРКИ Чаще всего кузнечной сварке подвергают низкоуглеродистые конструкционные стали. Свариваемость сталей зависит от количества и вида примесей. С увеличением содержания углерода, серы, фосфора и других элементов свариваемость ухудшается.Марганец в пределах 0,5— 03% улучшает свариваемомть стали. Для кузнечной сварки рекомендуют стали с содержанием: углерода— до 0,3%; кремния — не более 0,2%; марганца — 0,6— 0,8%; серы — не более 0,05%. При необходимости сварки сталей с повышенным содержанием углерода (больше 0,3%) рекомендуют добавлять к сварочному флюсу опилки из мягкой стали, в которой очень мало углерода. При обработке нагретой под сварку части заготовки такими опилками металл обезуглероживается, что повышает свариваемость поверхностного слоя заготовки. Поскольку хром, вольфрам, медь и другие элементы снижают свариваемость сталей, ие рекомендуется проводить кузнечную сварку легированных сталей и других сплавов. Сварка этих сплавов требует выполнения строгих технологических режимов, что практически невыполнимо при ручной ковке. К тому же дефекты сварки трудно обнаружить визуально, а их присутствие совершенно недопустимо в деталях большинства машин и механизмов. ПОДГОТОВКА ЗАГОТОВОК К СВАРКЕ Подготовка заготовок состоит в придании соединяемым концам определенной формы; которая зависит от способа сварки. Подготовленные концы, как правило; подвергают высадке. Увеличение сечения свариваемых концов необходимо для выполнения их пластической деформации при сварке и придания сварочной части поковки требуемой формы. НАГРЕВ ЗАГОТОВОК ПОД СВАРКУ Температура нагрева сталей под сварку зависит от содержания в них углерода: чем больше углерода в стали, тем ниже должна быть температура нагрева. Мягкую низкоуглеродистую сталь нагревают до 1350— 1370°С (при этой температуре свариваемые концы приобретают ослепительно белый цвет). При сварке стали с повышенным содержанием углерода (например, при сварке лезвия топора из стали У7) заготовку нагревают до 1150°С (при такой температуре заготовка имеет цвет белого каления с желтоватым оттенком). Более точно температуру заготовки определяют не на глаз, а с помощью оптического пирометра. Хорошее качество сварки возможно, если при выполнении пластической деформации температура металла не понижается, поэтому сварку следует вести быстро. Свариваемые концы должны быть тщательно очищены от окалины и шлака. Следует заметить, что температура нагрева заготовок под сварку выше температуры начала ковки (ТН). Как известно, при температуре, превышающей ТН, происходит не только интенсивное образование окалины, но и возможен пережог металла. Для уменьшения образования окалины и ее удаления с поверхности перед сваркой, а также с целью предохранения металла от пережога заготовки присыпают флюсом. В качестве флюса используют кварцевый песок, смешанный с бурой (Na2B4О7) или поваренной солью. Так как марганец повышает свариваемость стали, то иногда его в небольшом количестве добавляют к флюсу. ФЛЮСЫ ДЛЯ КУЗНЕЧНОЙ СВАРКИ Для кузнечной сварки использовали такие флюсы: Флюс № 1. Составляют смесь из 6 ч. буры, 2 ч. нашатыря, 1 ч. железисто-синеродистого калия и 0,5 ч. смолы. Смесь кипятят, помешивая, до густоты сметаны. Охлажденную массу перемешивают и толкут с 1 ч. железных опилок (не ржавых). При сварке посыпают этим порошком нагретые докрасна предметы, дают порошку расплавиться и затем куют. Флюс № 2. Приготовляют порошок из смеси 1 ч. нашатыря, 2 ч. буры, 2 ч. железисто-синеродистого калия и 4 ч. железных опилок (не ржавых). Накаливают докрасна предметы, подлежащие сварке, посыпают их 2—3 раза указанной смесью, пока она не начнет плавиться, и тогда куют. Флюс № 3. Порошок из смеси 35 ч. борной кислоты, 30 ч. поваренной соли, 26,7 ч. железисто-синеродистого калия, 8,3 ч. канифоли. Флюс N° 4. Порошок из смеси 41,5 ч. борной кислоты, 3 ч. поваренной соли, 15,5 ч. железисто-синеродистого калия, 8 ч. жженой соды. Назначение флюса. Флюс посыпают на заготовку в период нагрева, когда ее температура достигает 950—1050°С. Под действием высокой температуры флюс соединяется с окалиной, образуя жидкотекучий шлак, который обволакивает заготовку и защищает ее поверхность от окисления при дальнейшем нагреве. Перед4 сваркой шлак удаляется, а при деформации он выжимается из места сварки. НАГРЕВ СВАРИВАЕМЫХ ИЗДЕЛИЙ Для нагрева свариваемых концов используют горны и сварочные печи. Камерные печи, предназначенные для нагрева заготовок под ковку, в данном случае неприменимы, так как не обеспечивают нагрева до высоких сварочных температур. При нагреве под сварку требуется, чтобы пламя в горне или печи не было окислительным, т. е. чтобы сгорание топлива происходило при максимальном усвоении кислорода и в очаге небыло его излишка. Наилучшим топливом для горна при нагреве заготовок под кузнечную сварку является древесный уголь. Количество серы в кузнечном угле допускается до 1 %, при большем ее содержании получить качественное соединение не удается. Кроме того, кузнечный уголь не должен содержать более 7% золы, так как в ней также содержится сера.В случае использования в качестве топлива кокса следует выбирать те его сорта, в которых содержится минимальное количество серы. ОСОБЕННОСТИ КУЗНЕЧНОЙ СВАРКИ Нагретые заготовки извлекают из горна, ударами о наковальню или молотком сбивают образовавшийся шлак и окалину либо счищают их металлической щеткой. Затем, быстро сложив вместе свариваемые концы заготовок, наносят слабые, но частые удары по месту сварки. При слабых ударах остатки шлака выдавливаются наружу и поверхности стыка плотно прижимаются друг к другу, что защищает их от окисления. Сварку заканчивают сильными ударами, подвергая место сварки достаточно большим деформациям и придавая заготовке требуемую окончательную форму поковки. В этот момент структура металла измельчается и ликвидируется его крупно-зернистость, образование которой было возможным при нагреве заготовки до высокой сварочной температуры. При проковке места соединения отдельные слои металла соединяемых концов внедряются друг в друга, переплетаются, что дополнительно увеличивает прочность соединения.В зависимости от окончательной формы места сварки поковку правят, используя гладилки, обжимки, подбойки и другой кузнечный инструмент. ОСНОВНЫЕ СПОСОБЫ СВАРКИ В зависимости от формы и размеров используют следующие основные способы сварки: внахлестку; вразруб (в замок, в обхват]; встык; врасщеп; с помощью шашек. СВАРКА ВНАХЛЕСТКУ Эта сварка является одним из самых распространенных способов кузнечной сварки, обеспечивающим наибольшую прочность сварного стыка. Повышенное качество сварного соединения объясняется увеличенной поверхностью соприкосновения свариваемых частей и возможностью подвергать большим деформациям участок, на котором они соединяются. Перед сваркой концы заготовок высаживают и придают им форму загнутых утолщений (рис. 1), повернутых относительно продольной оси на угол 30°. Подготовленные концы, предварительно подогрев до 960—1000° С и покрыв флюсом, нагревают до сварочной температуры.
сварка внахлестку увеличенная поверхность соприкосновения свариваемых частей Нагретые и очищенные от шлака и окалины концы накладывают друг на друга и легкими, но частыми ударами прижимают друг к другу (рис. 2), затем сильными ударами тщательно проковывают место соединения. Одновременно выполняют операцию протяжки для восстановления первоначальных размеров участка сварки. По окончания операций поковке придают требуемую форму.
Сварка внахлестку прижимаются ударами молотка Достоинством сварки внахлестку является также то, что форма исходных свариваемыхповерхностей обеспечивает хорошее удаление остатков шлака с соединяемых участков.Заготовки толщиной или диаметром до 30 мм сваривают за один прием и с одного нагрева. При толщине свариваемых концов более 30 мм операцию осуществляют в два приема: 1] с первого нагрева сваривают тонкие участки утолщений;2) со второго нагрева выполняют окончательную сварку. При диаметре заготовок 50—60 мм и выше осуществить сварку ручной ковкой не удается — ее выполняют на молоте. СВАРКА ВРАЗРУБ Такая сварка требует более сложной подготовки свариваемых концов. Конец одной заготовки высаживают и разрубают вдоль ее продольной оси, а образовавшиеся "лепестки” раздвигают. Конец второй заготовки также высаживают и заостряют так, чтобы он входил в разруб первой заготовки. Нагретые до сварочной температуры и очищенные от шлака концы вставляют друг в друга и энергичными ударами, формируя металл, осуществляют сварку, а затем окончательную отделку заготовки. Рассмотренный способ применяют при сварке заготовок из сталей различных марок. СВАРКУ ВСТЫК Этот способ сварки применяют в тех случаях, когда конструкция будущей поковки или малые размеры заготовки не дают возможности подготовить соединяемые концы подобно их подготовке при сварке внахлестку. В одних случаях концы заготовок просто закругляют, нагревают до сварочной температуры, стыкуют друг с другом и ударами вдоль оси с двух сторон сваривают. Под действием ударов нагретое место стыка осаживается, увеличиваясь в диаметре, поэтому после сварки его протягивают до нужного диаметра. Сварка встык без предварительной высадки соединяемых концов по прочности соединения уступает сварке встык с предварительным утолщением концов заготовок. При этом способе нагретые концы высаживают, а торцы скругляют. Затем подготовленные концы стыкуют и, нанося вдоль оси заготовок по их холодным концам удары, выполняют сварку, а после этого — окончательную отделку поковки. СВАРКА ВРАСЩЕП Сварку полосовых заготовок осуществляют способом врасщеп. Концы заготовок надрезают вдоль продольной оси и разводят. После нагрева до сварочной температуры их стыкуют и проковывают до получения прочного соединения и исходных размеров. СВАРКА С ПОМОЩЬЮ ШАШЕК При сварке концов поковок типа колец или их ремонте применяют способ, выполняемый с помощью шашек.Свариваемые концы перед нагревом под сварку подвергают высадке и ковке до получения формы. Из металла заготовки подготавливают вспомогательные шашки. При температуре сварки шашки укладывают между концами и закрепленных заготовок и сильными ударами подвергают совместной пластической деформации. Сварной участок затем правят. Рассмотренный способ сварки чаще всего выполняют на молоте. ДЕФЕКТЫ КУЗНЕЧНОЙ СВАРКИ Дефекты, возникающие при кузнечной сварке, можно разделить на два основных вида:1] низкое качество сварного соединения;2) несоответствие формы поковки требуемой. Если дефекты второго вида обнаруживаются визуально или с помощью простейшего измерительного инструмента, то прочность сварного соединения визуально установить практически невозможно. Сварку считают выполненной качественно, если прочность сварного соединения не ниже 80-85% прочности металла свариваемых заготовок.Прочность шва может быть проверена изгибом прутка в месте сварки. Бели качество сварки высокое, шов не расходится и не появляются трещины на поверхности металла. Следует, однако, отметить, что не всегда поковку после сварки можно изогнуть, а приборами для контролирования качества сварных соединений участки ручной ковки не оснащаются. Следовательно, даже при всех благоприятных условиях не рекомендуется применять кузнечную сварку для изготовления поковок ответственных деталей, а в случаях ее применения необходимо строго выдерживать технологические режимы. Нарушение режимов и приемов ковки при сварке может привести к дефектам, описанным ниже. Непровар появляется при некачественной очистке соединяемых поверхностей перед сваркой: стыкуемые поверхности плохо очистили от окалинык после зачистки поверхностей нагретых заготовок кузнецы задержались с началом ковки и на соединяемых поверхностях образовалась вторичная окалина; свариваемые поверхности недоброкачественно обработали флюсом; при сварке встык концы заготовок плохо закруглили, в середине стыка остался шлак, препятствующий качественной сварке концов. Пережог — неисправимый дефект (брак], который возникает в случае нагрева концов заготовок до температуры, превышающей сварочную. Этот дефект очень вероятен при выполнении кузнечной сварки, так как сварочная температура весьма близка к температуре пережога и при недостаточно внимательном нагреве легко ошибиться и пережечь металл. Низкая прочность сварного шва объясняется следующим: нагрев заготовки до сварочной температуры сопровождается ростом зерен; в случае малого набора металла при высадке свариваемых концов степень деформации металла при сварке будет недостаточной, зерна не раздробятся, вследствие чего металл шва будет иметь крупнозернистую структуру и пониженную прочность. Понижение прочности околошовной зоны наблюдается при нагреве концов заготовки перед сваркой на большую длину. Крупнозернистая структура металла в месте стыка прорабатывается (измельчается] в процессе ковки утолщений, а зоны, прилегающие к концам и не имеющие утолщений, такой деформации не под-вергаются и сохраняют крупнозернистую структуру. Поэтому при сварке следует нагревать только утолщенные концы соединяемых заготовок.Неточность размеров сечения поковки после сварки возникает при недостаточном наборе металла на свариваемых концах. При проковке таких концов сечение поковки уменьшится и окончательные размеры окажутся меньше исходных, требуемых чертежом. УСТРАНЕНИЕ ДЕФЕКТОВ Дефекты кузнечной сварки, как правило, невозможно или трудно устранить по окончании ковки. Анализируя причины рассмотренных дефектов, можно сделать вывод, что качество сварки зависит от квалификации кузнеца. Сварка должна выполняться быстро, с соблюдением всех требований к режиму нагрева и выполнению приемов ковки. БЕЗОПАСНОСТЬ ТРУДА Особенности требований безопасности при выполнении кузнечной сварки связаны с высокой температурой нагрева металла и применением флюсов. В случае перегрева металл начинает искриться, а на поверхности заготовки образуется жидкий шлак. При работе с такими заготовками в момент зачистки и ковки брызги шлака к искры могут нанести травмы работающим в виде ожогов и вызвать возгорание легковоспламеняющихся материалов и одежды, поэтому при кузнечной сварке поковки после нагрева следует аккуратно и тщательно очищать от окалины и шлака. Кроме того, рабочее место должно отвечать всем требованиям пожарной безопасности. pg-souz27.ru Кузнечная сварка без использования сварочного оборудованияСодержание: Горновая сварка считается древнейшим видом сварки давлением. Почти три тысячелетия население нашей планеты пользовалось железом, при этом, не умея его расплавить. В связи с тем, что линейная сварка, хорошо известная на то время, не подходила для этого материала, специально для железа была изобретена горновая сварка. Активной и широкой популяризации данного вида сварки, а также ее развитию, помимо всего прочего способствовал и способ производства железа, который существовал многие тысячелетия вплоть до второй половины XIX века. Суть горновой сварки заключается в том, что сталь нагревают до температуры 1100-1300°C, при которой она становится пластичной, после, нагретая сталь подвергается сдавливанию в процессах ковки (кузнечной сварке), прокатке, прессованию, волочению и т.д. Общие сведенияРассмотрим вкратце, какие изменения происходят в металле при повышении его температуры, на примере углеродистого калия. При повышении температуры alpha-железо (обычное), достигнув некоторой критической точки Ас3, переходит в gamma-железо, в котором прекрасно растворяется углерод в больших количествах. По ходу этого процесса цементит и перлит пропадают, а углерод равномерно распределяется по всему объему металла, плавно переходя в однородный аустенит. При дальнейшем росте температуры, зерна металла начинают увеличиваться, вследствие чего границы между ними исчезают и мелкие зерна срастаются в крупное зерно, уменьшая общую свободную поверхность. В этот момент как раз и начинаются сварочные работы, по ходу которых в пограничной зоне образуются новые кристаллические зерна, заимствующие материал для своего увеличения у обеих соединяемых частей, тем самым уничтожая физическую границу раздела между ними. Прочность сварки увеличивается прямо пропорционально с ее температурой и давлением, но только в соответствующих пределах. При излишне высокой температуре возможен перегрев металла, вследствие чего отдельные структуры составляющих плавятся, и сварное соединение теряет свою максимальную прочность. Качество свариваемости давлением в пластическом состоянии зависит от вида металла. Так, прекрасную свариваемость имеет низкоуглеродистая сталь, а материал, содержащий в себе больше 0,7% углерода, наоборот, очень плохо сваривается давлением. Также, трудно свариваемыми являются цветные металлы и легированные стали, а чугун в пластическом состоянии сварить почти невозможно. Технология сваркиВысокие температуры для нагрева места сварки не нужны, и его можно осуществлять в различных печах и горнах, используя практически любой горючий материал. В процессе нагрева, обычно поверхности деталей, подготовленных для сварки, сильно окисляются, что делает сварку невозможной. Для очищения поверхности используют химическую чистку с применением флюсов, что в сумме с окислами металла позволяет получить легкоплавкие соединения, которые, в процессе осадки, будут без проблем выдавливаться из стыка и, тем самым, позволят приводить в соприкосновение абсолютно чистые поверхности металла.  В процессе нагревания появляется железная окалина, у которой состав варьирует между окислами Fe3O4 и FeO, которые являются достаточно тугоплавкими и не расплавляются при температуре белого каления. Этим кислотам присущ основный характер, поэтому для их перевода в легкоплавкие соединения необходимо использовать окислы кислотного характера, которые не являются летучими и весьма стойки при сварке. При горновой сварке в качестве флюсов используются: бура Na2B4O7, борная кислота B(OH)3, поваренная соль NaCl, мелкий речной либо кварцевый песок, а также битое оконное стекло и смеси этих материалов. Следующей операцией после нагрева и офлюсования является осадка, которая вызывает деформацию металла, способствующую смешиванию и диффузии частиц металла в свариваемых частях. Величина удельного давления, требующаяся при осадке, зависит от свойств используемого материала и температуры, при которой с ним работают. Давление осадки зависит обратно пропорционально от температуры. Осадка производится ручной либо механической проковкой мест – прессованием, прокаткой. Таким образом получают, к примеру, многослойную листовую сталь. Также, подобным способом производят биметалл.  В кузнечной сварке всегда весьма велика вероятность того, что на поверхности металла, предназначенного для сварки, останутся различные загрязнения. Именно по этому, в целях повышения качества и надежности горновой сварки, поверхность материала первоначально подготавливают и разделывают, дабы увеличить поверхность соприкосновения частей, которые будут соединены. Достоинства и недостаткиНесмотря на то, что горновая сварка является достаточно простой в использовании и для нее не требуются какие-то дефицитные материалы, все же она начинает отходить на второй план, уступая лидерские места более современным способам сварки. К недостаткам горновой сварки, можно отнести такие:
Также, другими, менее значительными, недостатками, являются возможность значительного увеличения зерна, перегревания и пережога металла, в связи с продолжительным процессом нагрева. Помимо этого, из-за небольшой производительности горновая сварка является достаточно дорогой. Другой разновидностью горновой сварки, в ходе которой место сваривания нагревают специальными сварочными горелками, является газопрессовая сварка. После горелок расположено устройство для осадки в форме молотов, которое проковывает шов, прокатные вальцы, сварочные ролики, катящиеся по шву и осуществляющие сварку деталей. Невзирая на то, что сейчас появилось много современных сварок, а горновая уже гораздо менее популярна, но все же в некоторых отраслях она является приоритетной, например в производстве сварных газовых труб малых диаметров, а также инструмента, материалом для которого служит поделочная и инструментальная углеродистая сталь (топоры, ломы и т.д.). Дополнительные материалы  Вам необходимо произвести соединение металлических деталей? Для этого нужно воспользоваться сваркой? Купите сварочный аппарат, выберете необходимый вид электродов, и набивайте руку. Это все, что необходимо для проведения сварочных работ.  Общие понятия об устройстве кузницы дома и какие необходимых инструменты нужны для ковки. Статья позволяет трезво оценить свои возможности в этом непростом и очень затратном предприятии. metallmania.ru Кузнечная сварка сталиКузнечная сварка – это процесс неразъемного соединения нагретых кусков металла с применением внешнего давления. Ее еще называют горновой сваркой. Сталь при нагреве до определенных температур становится тестообразной. Куски такой стали, крепко прижатые друг к другу, вполне нормально свариваются. Эта технология известна с древнейших времен. Для изготовления копий и мечей, а также серпов и кос, древние мастера брали небольшое количество ценной и редкой высокоуглеродистой стали для изготовления острия или лезвия, а затем вставляли его в более мягкое и дешевое железо. Затем все это нагревали до высокой температуры и тщательно проковывали до получения единого цельного изделия. Древнее железо, еще до бессемеровского процесса, называли сварочным железом, потому что его получали путем ковки, то есть по существу той же кузнечной сварки, из нескольких небольших кусков так называемого пудлингового железа. До недавних пор кузнечная сварка широко применялась в сельских и колхозных кузницах для ремонта сельскохозяйственной техники. Кузнечная сварка встык, внахлестку и в обхватСвариваемые концы утолщают для того, чтобы при проковке после сварки довести сечение до заданного размера сечения кольца. Чаще всего кузнечную сварку производят встык, внахлестку или в обхват (рисунок 1). Во всех случаях торцы имеют выпуклую форму. Это нужно для того, чтобы шлак, который образуется при сварке, выжимался наружу.
Кузнечную сварку применяют, например, при изготовлении, колец (рисунки 2 и 3).
Другим способами кузнечной сварки являются сварка врасщеп и сварка с помощью так называемых шашек. Кузнечная сварка врасщепСварку врасщеп применяют, когда надо из полосовой стали изготовить, например, стальные шины для телеги. Перед сваркой концы полосы оттягивают и разрубают (рисунок 3). Затем концы соединяют с перекрытием, нагревают до сварочной температуры и проковывают. За счет большой поверхности соединения такая сварка получается довольно прочной.
Кузнечная сварка с шашкамиСварку с шашкой применяют для соединения крупных деталей, обычно колец. Концы детали отковывают с наклоном 30-40º (рисунок 5). Из той же стали и с тем же наклоном выковывают вставные детали – шашки. Место сварки нагревают до сварочной температуры и проковывают под молотом.
Температура кузнечной сварки сталиДля кузнечной сварки деталь нагревают до температуры, близкой к температуре плавления: сталь с содержанием 0,1 % углерода – до 1400-1450 ºС, сталь с 0,4 % углерода – до 1320-1370 ºС. Важно максимально точно определять эти температуры, так недостаточный нагрев приведет к непровару, а излишний нагрев – к пережогу или даже расплавлению. Нужную температуру опытные кузнецы улавливают по цвету каления: около 1300 ºС – ярко-желтый цвет, а около 1400 ºС – уже ярко белый. При достижении нужной температуры нужно немедленно начинать ковку, так продолжительная выдержка может привести к пережогу стали. Применение флюса при кузнечной сваркеНагрев стали вызывает ее окисление и она покрывается окалиной, которая препятствует сварке. Поэтому свариваемые концы обычно посыпают флюсом. В качестве флюса в сельских кузницах применяют кварцевый песок с примесью буры и поваренной соли. При высокой температуре флюс соединяется с окалиной и образует слой шлака, который и защищает поверхность сварки от оксисления. При низком содержании углерода в стали флюсы часто не используют, так как температура плавления такой стали выше, чем у ее окисида. Перед началом сварки шлак удаляют стальной щеткой, а остатки выдавливаются при последующей ковке. Для хорошей сварки сваренное место хорошо проковывают ударами молотка. Стали для кузнечной ковкиОбычно кузнечной сварке подвергают только мягкие стали. Очень хорошо сваривается сталь с содержанием углерода до 0,2 %, удовлетворительно – сталь с содержанием углерода до 0,5 %. Другие стали сваривают обычными методами сварки – электрической или газовой.
Источники:1) А. А. Шапиро Пособие для сельского кузнеца, 1967.2) J. DeLaRonde Blacksmithing: Basics for Homestead, 2008 steel-guide.ru что такое флюс бура, применение, ГОСТБура – это флюс, используемый при соединении металлических деталей методом пайки. Бура, которая выпускается в виде порошка, относится к категории высокотемпературных флюсов, поскольку температура ее плавления находится в интервале 700–900°. Порошок буры, характеристики которого оговариваются в соответствующем нормативном документе (ГОСТ 8429-77), хорошо растворяется в воде и при нагревании превращается в стеклянную массу, которая и обеспечивает защиту зоны пайки.  Кристаллы буры могут быть прозрачными или сероватыми, но всегда блестят характерно «жирно» Сферы примененияБура, представляющая собой соль, в состав которой входит слабая борная кислота и сильное основание, имеет и научное название – декагидрат тетрабората натрия. При помощи этого вещества, используемого в качестве флюса, выполняется пайка таких металлов, как сталь, чугун, медь и ее сплавы. При этом для такой пайки используются среднеплавкие припои, основу которых могут составлять медь, латунь, серебро и золото. При расплавлении буры, что происходит при достаточно высокой температуре, поверхности соединяемых деталей очищаются, а окислы, которые на них присутствуют, растворяются в разогретом флюсе. В процессе выполнении пайки, для которой используется такой тугоплавкий флюс, как бура, соответствующая требованиям ГОСТа 8429-77, образуются соли, кристаллизирующиеся на поверхности формируемого соединения. После завершения технологической операции соляной налет необходимо удалить.  Требования ГОСТа к составу флюса на основе буры Чтобы получить из буры борный флюс, которым можно пользоваться при пайке деталей из меди, чугуна, стали и других металлов, данное вещество необходимо смешать с борной кислотой в пропорции 1:1. Полученную смесь тщательно перетирают в фарфоровой емкости, а затем выпаривают лишнюю жидкость, чтобы получить сухой остаток, в который добавляют фтористые и хлористые соли. По такой технологии получают активные флюсы, позволяющие выполнять качественную пайку деталей из различных металлов. Ознакомиться с требованиями ГОСТ к технической буре (тетраборат натрия) можно, скачав документ в формате pdf по ссылке ниже. ГОСТ 8429-77 Бура. Технические условияСкачатьПреимущества использованияМедные трубы в качестве составных элементов трубопроводов различного назначения сегодня пользуются большой популярностью. В связи с этим пайка меди твердым припоем, для выполнения которой используется такой флюс, как бура, стала достаточно распространенным технологическим процессом. Использование данного метода соединения изделий из меди позволяет не только выполнять монтаж новых трубопроводов, но и осуществлять качественный ремонт тех, которые уже эксплуатируются на протяжении определенного времени.  Бура удаляет с поверхности оксидную пленку и способствует растеканию жидкого припоя Применение технической буры в качестве флюса при пайке меди имеет следующие преимущества.
 Спаянные медные трубы с использованием буры в качестве флюса Чтобы разобраться в том, какие факторы оказывают влияние на качество выполнения пайки, следует знать этапы данного технологического процесса. Алгоритм выполнения пайки выглядит следующим образом.
Как выполняется пайка медных трубПрежде чем приступить к пайке, необходимо подготовить следующие инструменты и расходные материалы:
Особое внимание следует уделить выбору газовых горелок, которые на современном рынке представлены в большом ассортименте. Такое приспособление, предназначенное для обеспечения полноценного разогрева основного металла и припоя, может быть оснащено автоматическим пьезорозжигом или изготовлено в классическом исполнении. Выбирать горелки, для розжига которых используется пьезоэлемент, стоит только в том случае, если такое устройство произведено под известной торговой маркой. В противном случае лучше приобрести обычную качественную горелку, которая обеспечит вам бесперебойную работу на протяжении длительного времени.  Зачистка места соединения перед пайкой Сам процесс пайки с помощью буры, включая подготовительные процедуры перед его выполнением, удобнее всего рассмотреть на примере соединения двух труб, изготовленных из меди. Выполняется такой процесс в следующей последовательности.
 Нанесение флюса на место пайки После выполнения пайки с помощью буры следует выполнить контроль полученного соединения, для чего могут быть использованы разрушающие и неразрушающие методы. Чаще всего такой контроль выполняется при осмотре полученного соединения на предмет наличия внешних дефектов. Для выполнения такого осмотра, который позволяет выявить многие недостатки соединения, может использоваться увеличительная лупа. Применение при ковкеБура в качестве флюса используется и при осуществлении такой технологической операции, как ковка. При выполнении ковки, сопровождающейся значительным нагревом обрабатываемой заготовки, на поверхности последней образуется толстый слой окалины. Нередки также случаи, когда заготовка просто пережигается, что приводит к значительному ухудшению ее характеристик. Чтобы избежать этого, поверхность заготовки в процессе выполнения ковки посыпают тонким слоем буры, выступающей в роли флюса. В заключение практический урок в формате видео по пайке меди с использованием флюса.Оценка статьи:  Загрузка... Загрузка... Поделиться с друзьями: met-all.org Пайка алюминия – флюс, припой, как и чем паять правильноПайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.  Пайка алюминия с использованием пропановой горелки Особенности процессаСложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя. Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты. Подготовленные к пайке дюралевые детали Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей. Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность. 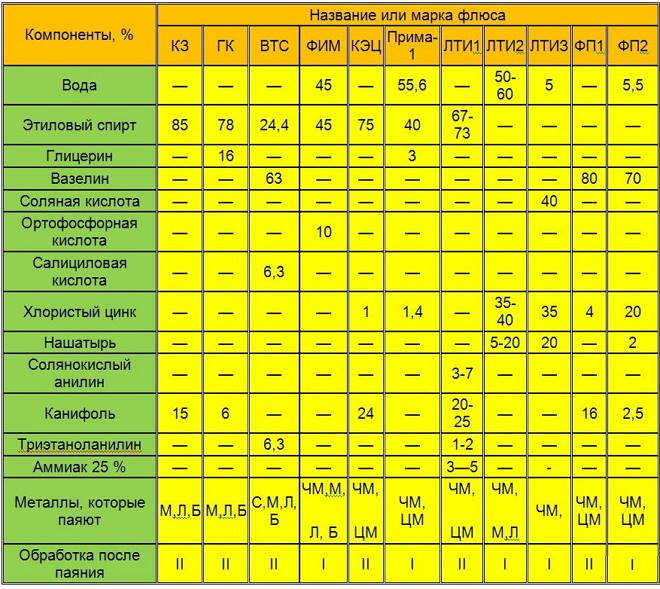 Характеристики флюсов для пайки мягкими припоями 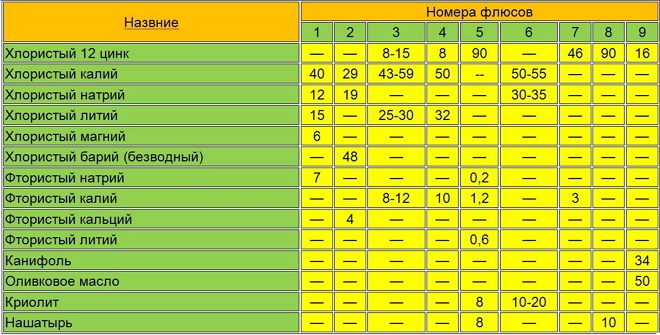 Состав флюсов, применяемых для пайки алюминия Используемые материалыПри выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами. Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость. Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов. Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах. Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.  Припой HTS-200 для спайки деталей из алюминия и цветных металлов Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.  Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки. Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Подготовка деталейДля получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки. Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.  Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться. Источники нагреваВ качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.  Удобная в использовании газовая паяльная лампа При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура. Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода. Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.Технологические приемы пайкиПайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.  Процесс пайки деталей из алюминиевого сплава При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева. Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом. Посмотреть, как пайка выполняется практически, можно на обучающем видео. Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою. Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.Сфера применения процессаБольшое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.  При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка. Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.  Отремонтированный в домашних условиях автомобильный радиатор Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной. Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия. Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.Использование подручных средствНередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль. Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение. Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.Оценка статьи: Загрузка... Поделиться с друзьями: met-all.org |
|
||||||||||||||||||
|
|
||||||||||||||||||
|




















 Операцию получения неразъемного соединения ручной или машинной ковкой называют кузнечной сваркой.В начале VI в. русские кузнецы путем кузнечной сварки варили многослойную сталь “харалуг”, которая по своему качеству превосходила булатные и дамасские иранские и турецкие клинки. Этот метод относится к сварке давлением в твердом состоянии и заключается в сближении соединяемых поверхностей путем пластического деформирования, при котором возникают межатомные силы притяжения.
Операцию получения неразъемного соединения ручной или машинной ковкой называют кузнечной сваркой.В начале VI в. русские кузнецы путем кузнечной сварки варили многослойную сталь “харалуг”, которая по своему качеству превосходила булатные и дамасские иранские и турецкие клинки. Этот метод относится к сварке давлением в твердом состоянии и заключается в сближении соединяемых поверхностей путем пластического деформирования, при котором возникают межатомные силы притяжения.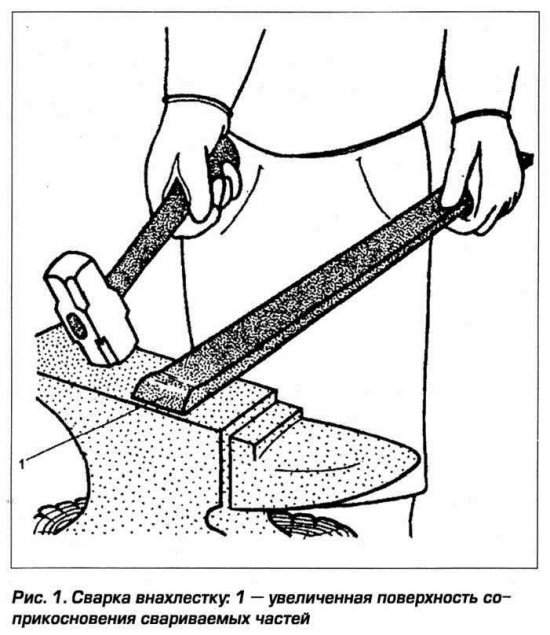
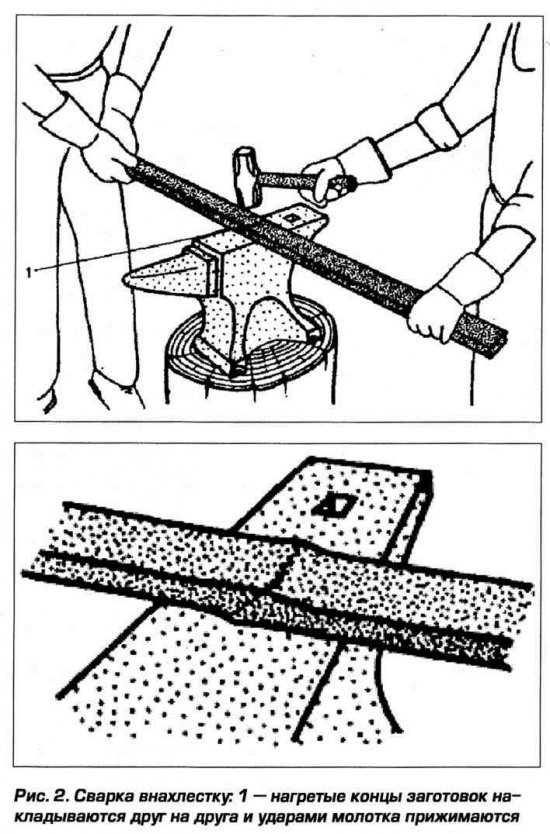
 Рисунок 1 – Подготовка концов для кузнечной сварки:а — встык, б — внахлестку, в – в обхват
Рисунок 1 – Подготовка концов для кузнечной сварки:а — встык, б — внахлестку, в – в обхват Рисунок 2 – Кольцо, изготовленное с помощью кузнечной сварки
Рисунок 2 – Кольцо, изготовленное с помощью кузнечной сварки Рисунок 3 – Изготовление кольца кузнечной сваркой
Рисунок 3 – Изготовление кольца кузнечной сваркой Рисунок 4 – Сварка в расщеп:а – разрубание полосы, б – соединение концов
Рисунок 4 – Сварка в расщеп:а – разрубание полосы, б – соединение концов Рисунок 5 — Кузнечная сварка стали с шашками
Рисунок 5 — Кузнечная сварка стали с шашками