Лопасти вентилятора Стоковые фотографии и лицензионные изображения. Лопасти фотоКартинки лопасти вентилятора, Стоковые Фотографии и Роялти-Фри Изображения лопасти вентилятора                     stocco.claudio.libero.it 5718 x 5718        curraheeshutter 5760 x 3840                      promicrostockra 6016 x 4000 ru.depositphotos.com Воздушный Винт самолета - Пропеллер. Лопасти самолета. Фото.
Лопастной винт самолета, он же пропеллер или лопаточная машина, которая приводится во вращение с помощью работы двигателя. С помощью винта происходит преобразование крутящего момента от двигателя в тягу. Воздушный винт выступает движителем в таких летательных аппаратах, как самолеты, цикложиры, автожиры, аэросани, аппараты на воздушной подушке, экранопланы, а также вертолеты с турбовинтовыми и поршневыми двигателями. Для каждой из этих машин винт может выполнять разные функции. В самолетах он используется в качестве несущего винта, который создает тягу, а в вертолетах обеспечивает подъем и руление. Все винты летательных аппаратов делятся на два основных вида: винты с изменяемым и фиксированным шагом вращения. В зависимости от конструкции самолета винты могут обеспечивать толкающую или тянущую тягу. При вращении лопасти винта захватывают воздух и производят его отброс в противоположном направлении полета. В передней части винта создается пониженное давление, а позади – зона с высоким давлением. Отбрасываемый воздух приобретает радиальное и окружное направление, за счет этого теряется часть энергии, которая подводится к винту. Сама закрутка воздушного потока снижает обтекаемость аппарата. Сельскохозяйственные самолеты, проводя обработку полей, имеют плохую равномерность рассеивание химикатов из-за потока от пропеллера. Подобная проблема решена в аппаратах, которые имеют соосную схему расположения винтов, в данном случае происходит компенсация с помощью работы заднего винта, который вращается в противоположную сторону. Подобные винты установлены на таких самолетах, как Ан-22, Ту-142 и Ту-95. Технические параметры лопастных винтовНаиболее весомые характеристики винтов, от которых зависит сила тяги и сам полет, конечно же, шаг винта и его диаметр. Шаг – это расстояние, на которое может переместиться винт за счет ввинчивания в воздух за один полный оборот. До 30-х годов прошлого века использовались винты с постоянным шагом вращения. Только в конце 1930-х годов практически все самолеты оснащались пропеллерами со сменным шагом вращения Параметры винтов:
Лопасти пропеллера имеют переднюю – режущую – и заднюю кромки. Сечение лопастей имеет профиль крыльевого типа. В профиле лопастей имеется хорда, которая имеет относительную кривизну и толщину. Для повышения прочности лопастей винта используют хорду, которая имеет утолщение к корню пропеллера. Хорды сечения находятся в разных плоскостях, поскольку лопасть изготовлена закрученной. Шаг винта является основной характеристикой гребного винта, он в первую очередь зависит от угла установки лопастей. Шаг измеряется в единицах пройденного расстояния за один оборот. Чем больший шаг делает винт за один оборот, тем больший объем отбрасывается лопастью. В свою очередь увеличение шага ведет за собой дополнительные нагрузки на силовую установку, соответственно, количество оборотов снижается. Современные летательные аппараты имеют возможность изменять наклон лопастей без остановки двигателя. Преимущества и недостатки воздушных винтовКоэффициент полезного действия винтов на современных самолетах достигает показателя в 86%, это делает их востребованными авиастроением. Также нужно отметить, что турбовинтовые аппараты значительно экономнее, чем реактивные самолеты. Все же винты имеют некоторые ограничения как в эксплуатации, так и в конструктивном плане. Одним из таких ограничений выступает «эффект запирания», который возникает при увеличении диаметра винта или же при добавлении количества оборотов, а тяга в свою очередь остается на том же уровне. Это объясняется тем, что на лопастях пропеллера возникают участки со сверхзвуковыми или околозвуковыми потоками воздуха. Именно этот эффект не позволяет летательным аппаратам с винтами развить скорость выше чем 700 км/час. На данный момент самой быстрой машиной с винтами является отечественная модель дальнего бомбардировщика Ту-95, который может развить скорость в 920 км/час. Еще одним недостатком винтов выступает высокая шумность, которая регламентируется мировыми нормами ICAO. Шум от винтов не вписывается в стандарты шумности. Современные разработки и будущее винтов самолетаТехнологии и опыт работы позволяют конструкторам преодолеть некоторые проблемы с шумностью и повысить тягу, миновав ограничения. Таким образом удалось миновать эффект запирания за счет применения мощного турбовинтового двигателя типа НК-12, который передает мощность на два соосные винта. Их вращение в разные стороны позволило миновать запирание и повысить тягу. Также используются на винтах тонкие саблевидные лопасти, которые имеют возможность затягивания кризиса. Это позволяет достичь более высоких показателей скорости. Такой тип винтов установлен на самолете типа Ан-70. На данный момент ведутся разработки по созданию сверхзвуковых винтов. Несмотря на то что проектирование ведется очень долго при немалых денежных вливаниях, достичь положительного результата так и не удалось. Они имеют очень сложную и точную форму, что значительно затрудняет расчеты конструкторов. Некоторые готовые винты сверхзвукового типа показали, что они очень шумные. Заключение винта в кольцо – импеллер – является перспективным направлением развития, поскольку снижает концевое обтекание лопастей и уровень шума. Также это позволило повысить безопасность. Существуют некоторые самолеты с вентиляторами, которые имеют ту же конструкцию, что и импеллер, но дополнительно оснащаются аппаратом направления воздушного потока. Это значительно повышает эффективность работы винта и двигателя. Другие части самолета avia.pro Делаем воздушный винт — ПаркфлаерДоброе время суток, хочется полетать, а нет нужного пропеллера под двигатель, а оформлять заказ за ради пропеллера, потом ждать 50 дней минимум? Так вот, хочу поделится с вами как я делаю пропеллеры на авиамодели, в моем случаи самолет размахом 1500мм и ДВС ASP S61A (9.95см3).Делаю пропеллеры из ольхи, березы, липы: если есть груша то самое лучшее она крепка. Ясно, что выбирать досточку нужно без сучков.
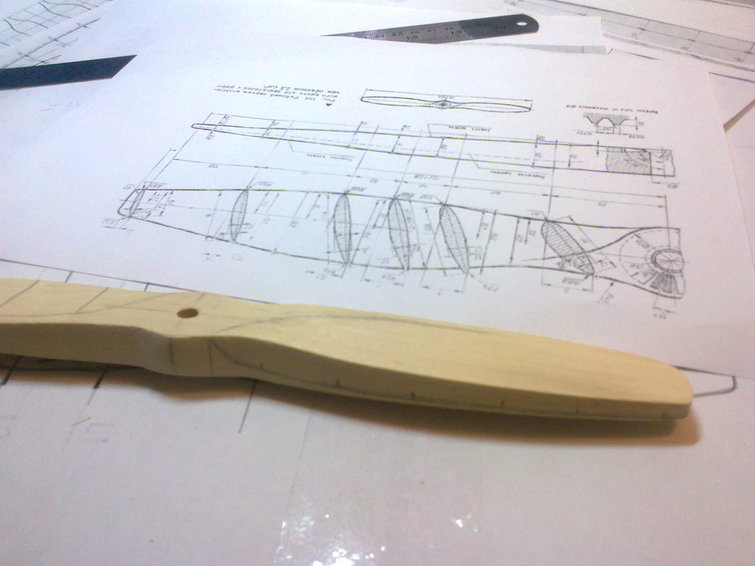
Рубанком убираю с обоих сторон, спереди больше сзади меньше, в зависимости от расчета. Отмечаю место перехода изгиба лопасти в сердечник и срезаю лишнее. спомощью ножа (скальпиль)
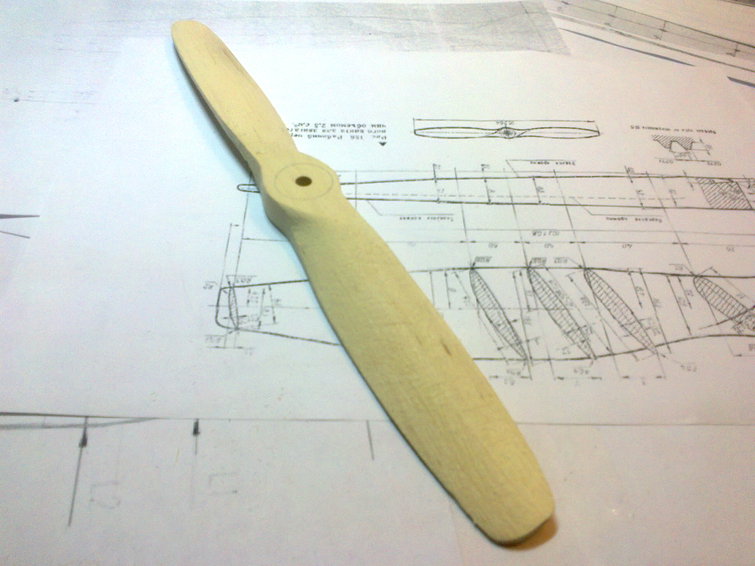
После среза, довожу грубой наждачной бумагой (главное не перестараться) Если всё делать аккуратно и точно, то в итоге винт будет иметь шаг, заданный вами Профиль должен быть плоско-выпуклым, нормально-овальным, некоторая "угловатость" допускается в комлевой части, на переходах. Зашкуриваю мелкой наждачкой, довожу правильную форму.
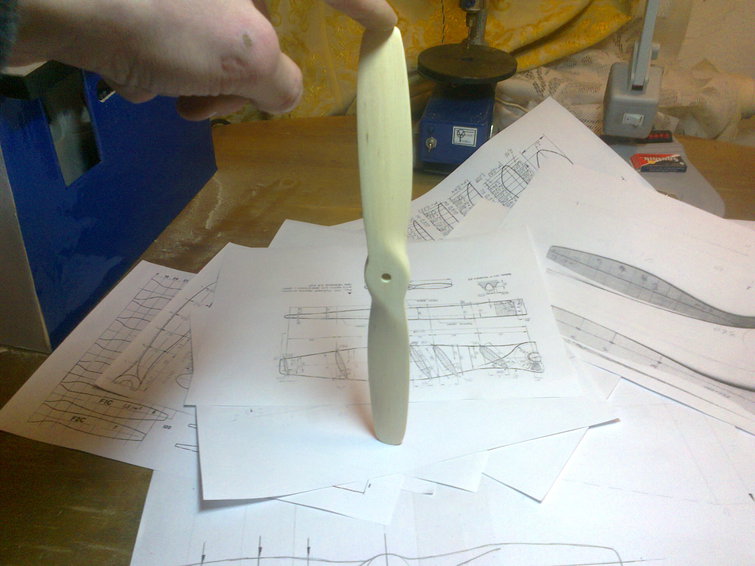
В процессе зашкуривания идёт частый контроль балансировки
Винт сзади, фото ниже. Обробляю лопасть.
После окончательного зашкуривания, винт надо сбалансировать.
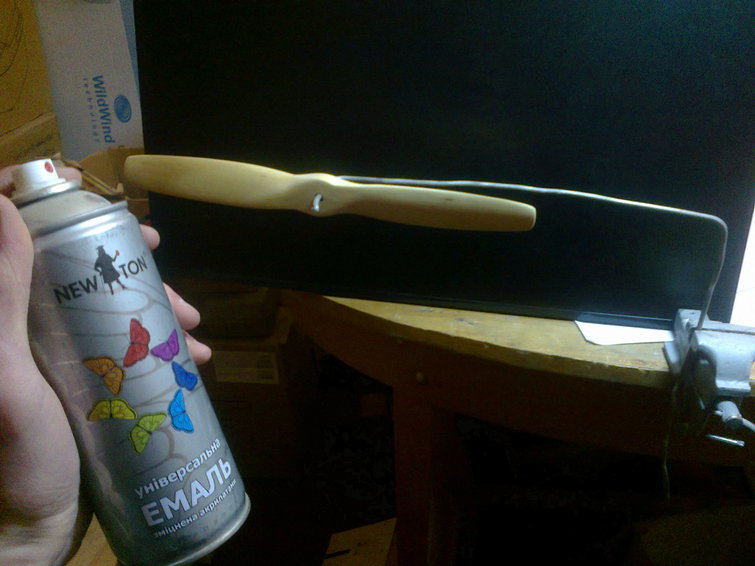
Затем лакировать 2-3 раза, обрабатывать "нулёвкой", контроль балансировки не забываем.Мой балансир http://www.parkflyer.ru/85266/blogs/view_entry/3783/
Автолак.
Винт после лакирования, на балансире.
Всё, винт готов.)))
Програмка для расчета винтов (propeller.xls) С помощу етой таблицы, опредиляем диаметр винта Винт который я делал, по чертежу ниже.Для расширения знаний рекомендую поискать в Интернете статьи по расчётам винтов вот к примеру ссылка:http://www.avmodels..../airscrews.html В процессе изготовления трехлопастный.Спасибо за просмотр. www.parkflyer.ru Изготовление стеклопластиковой лопасти для ветрогенератораИзготовление лопасти в матрице начинается с подготовки самой матрицы, нужно тщательно натереть форму воском чтобы получился разделительный слой и лопасть не приклеилась к матрице. В данном случае здесь применялся автомобильный воск, он наносился в несколько этапов. То-есть наносилось несколько слоёв с временным интервалом, и каждый слой хорошо растирался, потом вытерался лёгкими движениями сухой тканью, чтобы не было никаких разводов.Потом дополнительно был нанесён слой жидкого воска, который был растворён в бензине, нанесение производилось через бутылочку с брызгалкой, тоже в несколько слоёв. В итоге поверхность матрицы стала матовой с абсолютно гладкой поверхностью, видно что есть достаточный разделительный слой и лопасть точно не прилипнет. > Далее следующий этап это нанесение белого гелькоута, который придаёт лопасти белый цвет и создаёт защитный слой. Это специальный двухкомпонентный высокопрочный состав. Он был слишком густой, поэтому 1:10 был разведён растворителем, и только после этого в него добавлен отвердитель и начался процесс нанесения его на матрицу. Нанесение производилось кисточкой, после чего нужно было выждать пока он не схватится. > Далее предстоит сделать бортики по краям лопасти чтобы потом две половинки склеились. Для этого и служат специальные планки, которые прикручиваются на обе половинки матрицы. Создание бортиков делалось так, с полиэфирной смолой были смешаны опилки, и этими опилками набивались бортики. В итоге получилось всё вот так. > Только после создания бортика начинается следующий этап. Далее заранее вырезанные заготовки стеклоткани укладываются в форму и пропитываются полиэфирной смолой. Вначале нужно нанести некоторый слой смолы на белый гелькоут и можно приступать к укладке слоёв стеклоткани. В данной лопасти укладывается по два слоя стекломата во всю длину лопасти, и далее количество слоёв увеличивается к корню лопасти. Все это заливается смолой и её общее количество 450 грамм. Вес компонентов нужно выдерживать очень точно, иначе лопасти получатся разные по весу. > После укладки стеклоткани и пропитки смолой на обе половинки матрицы одеваются пакеты, не обязательно одновременно, просто сразу две половины делать неудобно. Но в общем одеваются пакеты и из пакетов с помощью компрессора откачивается воздух. Пленка плотно обжимает стеклоткань и заставляет ее пропитываться смолой. Белые непропитанные пятна постепенно исчезают, можно помогать руками разглаживая под пленкой скопления смолы и продавливая непропитанные пятна. Когда смола начнёт схватываться то пакеты нужно снять и срезать ровно острым ножом выступающую стеклоткань. Получится в итоге вот так. > Процесс подрезания бортика и уже готовые для соединения половинки лопасти. > Далее чтобы уже соединить две половинки лопасти и наконец соединить две половины матрицы на бортики лопасти наносится эпоксидная смола. В смолу добавляется мука чтобы она стала гуще. После нанесения смолы по периметру две половины матрицы соелиняются и скручиваются на болты. > Теперь матрица оставлена на сутки до полного застывания полиэфирной смолы > Ну а вот и результат, готовая стеклопластиковая лопасть. Длина 1302 мм, а вес получился 1.8 кг. > Далее технология изготовления изготовления претерпела некоторые изменения, но в общем осталась такой-же. Помните бортики, которые набивались опилками смешанными с полиэфирной смолой, они заменены на специальную шпатлёвку с содержанием стекловолокна. Процесс изготовления стал быстрее и в общем сделаны все три лопасти. Лопасти подготовлены к покраске, на них всё-таки кое-где есть небольшие раковинки, которые были зашпатлёваны и лопасти зашкурены. В итоге ниже на фото конечный результат. > На фото все лопасти в кадр не поместились, но их три штуки. В общем лопасти готовы, теперь дело за созданием хаба для крепления лопастей. > Вот и завершился этап изготовления лопастей, они получились, и вроде всё хорошо. Вес лопастей имеет небольшой разбег, но это компенсируется балансировкой винта. Теперь будет изготовлено крепление лопастей и новый винт из профильных стеклопластиковых лопастей будет установлен на ветрогенератор. Продолжение в следующей части, там будет изготовление уже самого винта и показания ветрогенератора с этим винтом. e-veterok.ru
xn--80apfevho.xn--p1ai Воздушный винт самолета — пропеллер. лопасти самолета. фото.Лопастной винт самолета, он же пропеллер либо лопаточная машина, которая приводится во вращение посредством работы двигателя. Посредством винта происходит преобразование крутящего момента от двигателя в тягу. Воздушный винт выступает движителем в таких летательных аппаратах, как самолеты, цикложиры, автожиры, аэросани, аппараты на воздушной подушке, экранопланы, и вертолеты с турбовинтовыми и поршневыми двигателями. Для каждой из этих автомобилей винт может делать различные функции. В самолетах он употребляется в качестве несущего винта, что формирует тягу, а в вертолетах снабжает руление и подъём.
Все винты летательных аппаратов делятся на два главных вида: винты с изменяемым и фиксированным шагом вращения. В зависимости от конструкции самолета винты смогут снабжать толкающую либо тянущую тягу. При вращении лопасти винта захватывают воздушное пространство и создают его отброс в противоположном направлении полета. В передней части винта создается пониженное давление, а сзади – территория с большим давлением. Отбрасываемый воздушное пространство получает радиальное и окружное направление, за счет этого теряется часть энергии, которая подводится к винту. Сама закрутка воздушного потока снижает обтекаемость аппарата. Сельскохозяйственные самолеты, проводя обработку полей, имеют нехорошую равномерность рассеивание химикатов из-за потока от пропеллера. Подобная неприятность решена в аппаратах, каковые имеют соосную схему размещения винтов, в этом случае происходит компенсация посредством работы заднего винта, что вращается в противоположную сторону. Подобные винты установлены на таких самолетах, как Ан-22, Ту-142 и Ту-95. Технические параметры лопастных винтов самые весомые характеристики винтов, от которых зависит сила тяги и сам полет, конечно же, его диаметр и шаг винта. Ход – это расстояние, на которое может переместиться винт за счет ввинчивания в атмосферу за один полный оборот. До 30-х годов прошлого века употреблялись винты с постоянным шагом вращения. Лишь во второй половине 30-х годов двадцатого века фактически все самолеты оснащались пропеллерами со сменным шагом вращения Параметры винтов:
Лопасти пропеллера имеют переднюю – режущую – и заднюю кромки. Сечение лопастей имеет профиль крыльевого типа. В профиле лопастей имеется хорда, которая имеет толщину и относительную кривизну. Для увеличения прочности лопастей винта применяют хорду, которая имеет утолщение к корню пропеллера. Хорды сечения находятся в различных плоскостях, потому, что лопасть изготовлена закрученной. Ход винта есть главной чёртом гребного винта, он прежде всего зависит от угла установки лопастей. Ход измеряется в единицах пройденного расстояния за один оборот. Чем больший ход делает винт за один оборот, тем больший количество отбрасывается лопастью. Со своей стороны повышение шага ведет за собой дополнительные нагрузки на силовую установку, соответственно, количество оборотов уменьшается. Современные летательные аппараты имеют возможность изменять наклон лопастей безостановочно двигателя. Преимущества и недочёты воздушных винтов Коэффициент нужного действия винтов на современных самолетах достигает показателя в 86%, это делает их востребованными авиастроением. Кроме этого необходимо подчернуть, что турбовинтовые аппараты существенно экономнее, чем реактивные самолеты. Все же винты имеют кое-какие ограничения как в эксплуатации, так и в конструктивном замысле. Одним из таких ограничений выступает «эффект запирания», что появляется при повышении диаметра винта либо же при добавлении количества оборотов, а тяга со своей стороны остается на том же уровне. Это разъясняется тем, что на лопастях пропеллера появляются участки со сверхзвуковыми либо околозвуковыми потоками воздуха. Этот эффект не разрешает летательным аппаратам с винтами развить скорость выше чем 700 км/час. Сейчас самой стремительной машиной с винтами есть отечественная модель дальнего бомбардировщика Ту-95, что может развить скорость в 920 км/час. Еще одним недочётом винтов выступает высокая шумность, которая регламентируется мировыми нормами ICAO. Шум от винтов не вписывается в стандарты шумности. будущее винтов и Современные разработки самолета Разработки и стаж работы разрешают конструкторам преодолеть кое-какие неприятности с шумностью и повысить тягу, миновав ограничения. Так удалось миновать эффект запирания за счет применения замечательного турбовинтового двигателя типа НК-12, что передает мощность на два соосные винта. Их вращение в различные стороны разрешило миновать запирание и повысить тягу. Кроме этого употребляются на винтах узкие саблевидные лопасти, каковые имеют возможность затягивания кризиса. Это разрешает достигнуть более высоких показателей скорости. Таковой тип винтов установлен на самолете типа Ан-70. Сейчас ведутся разработки по созданию сверхзвуковых винтов. Не обращая внимания на то что проектирование ведется весьма долго при больших финансовых вливаниях, достигнуть хорошего результата так и не удалось. Они имеют весьма сложную и правильную форму, что существенно затрудняет расчеты конструкторов. Кое-какие готовые винты сверхзвукового типа продемонстрировали, что они весьма шумные. Заключение винта в кольцо – импеллер – есть перспективным направлением развития, потому, что снижает уровень шума и концевое обтекание лопастей. Кроме этого это разрешило повысить безопасность. Существуют кое-какие самолеты с вентиляторами, каковые имеют ту же конструкцию, что и импеллер, но дополнительно оснащаются аппаратом направления воздушного потока. Это существенно повышает эффективность двигателя и работы винта. Другие части самолета Самолет В 2 Воздушный винт ДваПилотаУвлекательные записи:Похожие статьи, которые вам, наверника будут интересны:stroimsamolet.ru Лопасти несущего винта вертолета
Условия работы лопасти несущего винта вертолета во многом отличаются от условий работы крыла самолета. Основная особенность в том, что действующие на нее нагрузки являются переменными во времени. Поэтому при выборе материала элементов лопасти в качестве главных выдвигаются следующие требования:
размерами при изготовлении элементов конструкции в процессе сборки лопасти; ремонтопригодность конструкции лопасти в процессе ее эксплуатации.Кроме перечисленного, необходимо учитывать стоимость материала и технологического процесса изготовления лопасти и стоимость ее эксплуатации. С учетом вышеизложенных требований выбирают тот материал, а который имеет максимальные удельную прочность — и удельный Е модуль упругости — р. При формировании лонжерона лопасти из гибридных композиционных материалов стремятся к максимальной их совместимости с материалом матрицы, например, по величине динамического удлинения, степени адгезии, по коэффициенту линейного и объемного расширения, влагоёмкости, времени старения, чувствительности к ударным нагрузкам. Чувствительность к ударным нагрузкам определяется величиной ударной вязкости. Для волокнистых композитов ударная вязкость характеризуется отношением. Одним из способов повышения ударной вязкости композитов является введение в их состав более прочных и менее жестких волокон, например стеклянных или органических — в углепластики. В процессе развития вертолетостроения основной силовой элемента лопасти — лонжерон — выполнялся из дерева, легированных сталей, алюминиевых сплавов, нержавеющей стали, титановых сплавов. В настоящее время широко практикуется изготовление лонжерона из композиционных материалов.
Агрегаты каркаса — обшивка, нервюры, хвостовой стрингер, ранее изготовляемые из фанеры, полотна, алюминиевых сплавов, в современных лопастях изготавливаются также из КМ.Дерево нашло применение в практике Ухтомского вертолетного завода им. Ы.И. Камова в период его становления. Определяющими в выборе этого материала являлись следующие соображения: древесина малочувствительна к концентраторам напряжений, трещино стойкая; она не требует сложного технологического оборудования при изготовлении лонжерона и каркаса лопасти; затраты на изготовление лопасти не велики. Центральная часть лонжерона выполнялась из дельта- древесины (склеенные тонкие листы древесины), носовая часть профиля состояла из набора склеенных сосновых реек. Хвостовая часть представляла собой каркас из фанерной обшивки, приклеенной к пенопласту. Поверхность лопасти покрывалась полотном и влагостойким лаком.В процессе эксплуатации выявились существенные недостатки деревянной лопасти:
В практике Московского вертолетного завода им. М.Л. Миля в лопастях НВ применялась смешанная конструкция — лонжерон выполнялся из стальной трубы, а в элементах каркаса использовалось дерево и полотно. Требования прочности, жесткости и аэродинамики с учетом технологических возможностей привели к необходимости изменения форм сечения лонжерона по радиусу с цилиндрической на эллиптическую. Металлургическая промышленность не располагала оборудованием для формирования данного лонжерона из одной заготовки. Поэтому конструкторы вынуждены были ввести телескопические стыки, соединенные стальными заклепками, с использованием упрочняющей технологии (дорнирование отверстий), плавные переходы жесткости в месте стыка, продольную шлифовку внутренней и внешней поверхностей каждой части лонжерона. Учитывая характер аэродинамических нагрузок по хорде профиля, переднюю часть профиля лопасти выполняли из фанеры, а заднюю — из полотна в комлевой части лопасти и фанерной обшивки в средней и концевой ее части. Аэродинамические нагрузки и центробежная сила, действующая на каркас, через нервюры передавались на лонжерон. Передача сил и моментов на лонжерон осуществлялась через фланцы, приклепанные к лонжерону и стенке нервюры. В процессе эксплуатации выявился ряд недостатков принятой конструктивно-силовой схемы лопасти. Наличие стыков и заклепочных соединений существенно усложнило процесс достижения необходимого ресурса лопасти. Использование в хвостовой части без моментной обшивки (полотна) приводило к тому, что под действием внешних аэродинамических сил и центробежной силы воздуха, находящегося внутри каркаса, существенно искажался профиль лопасти, что ухудшало его аэродинамические характеристики.
Введение дренажного отверстия на нижней поверхности в конце лопасти привело к местным потерям на перетекание воздуха внутри каркаса под действием центробежных сил. Устранение этого недостатка за счет отказа от полотна и переход па фанерную обшивку по всей поверхности лопасти существенно увеличило массу лопасти и сдвигало центр масс лопасти назад. В результате совместной деятельности конструкторов, технологов и металлургов по устранению отмеченных недостатков был создан лонжерон заданного переменного сечения без стыков, а хвостовую часть лопасти стали выполнять из дюралюминевой обшивки, подкрепленной сотовым блоком, не изменяющей форму под действием аэродинамических нагрузок. Для трубчатого лонжерона применяется обычно труба из высоколегированной стали типа ЗОХГСА или 40ХНМА, закаленной и отпущенной на прочность (с^ = 1100—1300 МПа). После горячей и холодной прокатки, формообразования и закалки наружная и внутренняя поверхности трубы полируются. На внешней и внутренней поверхностях лонжерона создается наклеп виброударным способом, повышающий предел выносливости до а ю = 280—300 МПа mi» при постоянной части нагружения ат= 200—250 МПа. В конструкции лопасти, основанной на стальной трубе, лонжерон обычно защищен каркасом и не может быть механически поврежден в эксплуатации. Использование прессованного профиля из дюралюминиевого материала позволило формировать профиль лонжерона с наиболее целесообразным сечением ( 2.3.1). Применение замкнутого профиля, полученного методом прессования (экструзия), ограничил диапазон использования существующих дюралюминиевых сплавов. В процессе прессования происходит разделение материала на две части, поэтому в формирующем профиль инструменте (фильере) эти две части должны соединяться и свариваться давлением. Чтобы структура материала в местах сварки не ухудшалась, необходимо применять материал с высокой коррозионной стойкостью, Усталостная прочность дюралюминиевого лонжерона может снизиться из- за дефектов, возникающих в процессе прессования профиля и механической обработки .лонжерона. Поэтому необходимо не только наружную, но и внутреннюю поверхности лонжерона упрочнять виброударным способом. Предел выносливости может быть доведен до а = 55—60 МПа при о т= 60 МПа. Для исключения минимальной возможности коррозионного повреждения прессованных лонжеронов в процессе производства и в условиях эксплуатации необходимо применять гальванические покрытия (например, анодирование) после промежуточных операций его обработки. Процесс прессования не позволяет изменять форму сечения по заданному закону, поэтому требуемую высоту профиля по длине лопасти можно обеспечить только за счет фрезерования внешней поверхности. В результате конструктор имеет возможность разрабатывать конструктивно-силовую схему лопасти только прямоугольной формы в плане (сужение r| = 1). Контакт поверхности лонжерона с потоком воздуха привел к необходимости защиты этой поверхности от эрозионного повреждения.
Была сделана попытка формирования лонжерона лопасти из многослойного тонкого листа нержавеющей стали, соединенного в монолит при помощи склейки. Предполагалось создание конструкции, обладающей большой стойкостью к распространению усталостной трещины. Органическим недостатком данной конструкции была невозможность обеспечения качественной склейки и устранения выявленных дефектов клеевых поверхностей. Лопасти с лонжероном замкнутой формы позволяют использовать технические средства постоянного контроля усталостных разрушений материала лонжерона. Система сигнализации повреждения цельнометаллических лонжеронов состоит из сигнализатора давления воздуха и заглушек на концах лонжерона ( 2.3.2). Внутренняя полость лонжерона заполняется воздухом под давлением, превышающим давление начала срабатывания сигнализатора.
В случае появления в лонжероне трещины давление воздуха в нем падает. Информация о разгерметизации полости лонжерона поступает от сигнализатора давления в виде выдвижения красного колпачка сильфона, установленного в комлевой части каждой лопасти. Индикация давления воздуха в лонжеронах в кабину экипажа не выводится, т.к. процесс роста трещины до разрушения лонжерона в несколько раз превышает время максимально возможной длительности полета вертолета. Контроль за состоянием лопасти осуществляется при меж полетном осмотре по положению сигнализатора. Давление воздуха в лонжероне создается с учетом температуры окружающего воздуха и с учетом давления начала срабатывания сигнализатора. В лопастях вертолета Ми-26 стальные трубчатые лонжероны по наружной поверхности облицованы стеклолентой, за счет чего при возникновении трещины в лонжероне исключается возможность обнаружения повреждения лонжерона с помощью пневматической системы сигнализации. Для обеспечения надежного функционирования системы сигнализации повреждения лонжерона по всей длине его внешней поверхности укладываются двойные фторопластовые шнуры ( 2.3.3) и после обмотки лентами из стеклоткани производится полимеризация в пресс-форме. Фторопластовые шнуры вытягиваются, образуя воздушные каналы диаметром 2 мм, открытые со стороны внешней поверхности трубы лонжерона. Появление усталостной трещины в зоне воздушных каналов приводит к падению давления в полости лонжерона и срабатыванию сигнализатора. Каналы выполняются двойными по технологическим соображениям — всегда имеется вероятность обрыва фторопластового шнура при его вытягивании из полости длиной 14 м.
Анизотропность композиционных материалов открыла широкие возможности применения их в лопастях НВ. Применение КМ позволяет направленно формировать жесткостные характеристики лопасти (изгибные и крутильные) за счет соответствующей ориентации армирующих волокон композита с учетом сложного характера ее нагружения. Вертолетостроение является наиболее передовой отраслью авиационной техники, здесь стали смело применять КМ в таком ответственном и сложно нагружаемом агрегате, как лопасть НВ.
Эффективность применения КМ в силовых элементах лопастей определяется рядом преимуществ этих материалов по сравнению с металлами. В частности, аэродинамические и аэроупругие параметры лопастей композитов могут выбираться без учета ограничений, вызываемых технологическими процессами получения катаных, экструдированных (прессованных) или механически обработанных металлических конструктивных элементов. Композитным конструкциям можно придать сложные аэродинамические формы, а регулируемая анизотропия материала позволяет создавать требуемую жесткость в пределах заданных аэродинамических и аэроупругих параметров. В результате достигается большая аэродинамическая эффективность винтов, определяемая отношением подъемной силы к аэродинамическому сопротивлению. С помощью КМ, обладающих более высокой удельной прочностью, изготавливают лопасти меньшей массы, чем металлические. Снижение массы лопастей, в свою очередь, оказывает влияние па центробежные силы, инерцию ротора, частотные и другие характеристики. Регулируемая в широких пределах анизотропия КМ позволяет получать необходимые конструктивные и демпфирующие параметры лопасти. Частота собственных колебаний лопасти может быть изменена не только перераспределением массы, но и выбором армирующих волокон, имеющих низкий или высокий модуль упругости, включая их гибридизацию (смешивание), степени армирования и ориентации армирующих волокон относительно оси лопасти. Крутильная жесткость лопасти может быть существенно увеличена за счет добавления слоев с ориентацией ± 45° относительно размаха лопасти при незначительном изменении частот продольных колебаний. Одним из возможных критериев оптимальности панели из КМ, обеспечивающим минимум ее массы, является условие совпадения траектории армирования с траекторией максимального главного напряжения. Как правило, КМ представляет собой совокупность однонаправленных или тканевых слоев с различными толщинами и углами ориентации волокон. Свойства такого материала определяются свойствами отдельных слоев и структурой. Эффективная реализация достоинств композитов в конструкциях лопастей требует решения комплекса задач, связанных с выбором взаимно согласованных исходных компонентов (волокон и матрицы), определением рациональной структуры материала, соответствующей характеру внешних нагрузок и других воздействий с учетом специфических свойств материала и технологических ограничений при разработке элементов лопасти. Механическое поведение КМ определяется высокой прочностью армирующих волокон, жесткостью матрицы и прочностью связи на границе «матрица — волокно». Наибольшее применение получили стеклопластиковые КМ на эпоксидной матрице. Это объясняется в первую очередь низкой стоимостью стеклопластика. Дальнейшее развитие конструкции лопасти из КМ связано с использованием гибридных композиций — сочетания углеволокна с органоволокном и других подобных вариантов. Углепластик, обладая высокой прочностью, чувствителен к ударным нагрузкам. Введение менее жесткого материала и защита поверхности лонжерона от каких-либо повреждений предоставляет возможности широкого применения подобных композиций. Лонжерон с замкнутым коробчатым сечением £)-образной формы может быть изготовлен методом намотки однонаправленной лентой на оправке. Этот метод изготовления лонжеронов лопасти широко применяется при крупном серийном производстве, где целесообразно максимально автоматизировать процесс изготовления. В практике ОКБ Н.И. Камова выбрана технология изготовления лонжерона частями методом выкладки из различных тканей или лент однонаправленного материала на оправках. Листы материала лонжерона собирают в пакеты и подвергают предварительной опрессовке в автоклаве при невысокой температуре. Листы при этом слипаются, пакеты приобретают необходимые для дальнейшей сборки форму и жесткость, а полимеризации связующего практически не происходит. После опрессовки пакеты представляют собой профиль открытого контура. Затем пакеты собираются совместно с центровочными грузами, нагревательным элементом и комлевыми пластинами в один блок, внутри которого располагается технологическая резиновая пресс- камера. Блок пакетов с пресс- камерой помещают в специальную пресс-форму, внутренний контур которой соответствует внешнему контуру носовой части лопасти. В пресс-камеру подается сжатый азот, а пресс-форму нагревают. При этом лонжерон приобретает необходимую форму, связующее полимеризуется и все элементы лонжерона прочно склеиваются между собой. По окончании процесса прессования лонжерон извлекают из пресс-формы, удаляют из него пресс-камеру и обрезают припуски. Такой способ производства позволяет получить лонжерон замкнутого контура из различных армирующих наполнителей на разных связующих, в любом сочетании с неограниченными возможностями по их размещению в конструкции. К сборочному приспособлению для изготовления лонжерона заданного сечения предъявляется ряд требований при назначении режимов давления, нагрева, охлаждения и выдержки при отвердении. Эти требования направлены для исключения остаточных деформаций и коробления за счет температурных напряжений и неравномерности распределения массы материала и толщин в процессе формирования лонжерона. Тип исходных КМ для лонжеронов выбирается в зависимости от летно-технических данных вертолета. Для малонагруженных лопастей вертолетов используется дешевая стеклоткань сатинового переплетения. Для высоконагруженных лопастей используются гибридные КМ на основе высокопрочной стеклоткани, углеродной ленты и технической ткани на эпоксидном связующем. Применение гибридных КМ позволяет основной силовой элемент — лонжерон — изготавливать с практически любым заданным распределением масс и жесткостей по длине лопасти. В силу требований, предъявляемых к лопастям, и учитывая действующие нагрузки, хвостовые секции лопасти должны отвечать следующим требованиям: прочность конструкции, минимальная масса, жесткость конструкции, достаточный ресурс (не менее ресурса лонжерона лопастей), гладкость аэродинамической поверхности, возможность изготовления в серийном производстве, возможность ремонта в полевых условиях и др. В эксплуатации хорошо зарекомендовали себя хвостовые секции лопасти трёхслойной сотовой конструкции. Такая секция имеет обшивку, торцевые нервюры и стрингеры из технической ткани на основе органических волокон и заполнитель из сот. Применение в конструкции хвостовых секций самого легкого КМ дает возможность снизить массу секций по сравнению со стеклопластиком и увеличить ресурс. Большой опыт, накопленный при эксплуатации вертолетов «Ка», показал, что лопасти из КМ имеют наилучшие эксплуатационные качества. Важнейшие из них состоят в следующем: — большой запас прочности при фактически неограниченном по условиям выносливости ресурсе. Практический срок службы лопастей из КМ определяется степенью их естественного износа, зависящего от условий эксплуатации; — повышение срока службы не только лопастей несущего винта, но и всего вертолета за счет снижения статических и динамических нагрузок в несущей системе, благоприятных частотных характеристик и уменьшения уровня вибраций вертолета. Это обеспечивается технологическим процессом, который позволяет изготавливать лонжерон с переменными по длине формой сечения и толщиной стенки, а также применять совместно разные типы армирующего материала с разной ориентацией. Эти важнейшие качества дают существенные преимущества не только перед металлическими лопастями, но и перед другими конструкциями лопастей из КМ; — высокая степень ремонтопригодности. Благодаря ценным свойствам КМ — высокой стойкости к концентраторам напряжений и низкой скорости разрушения материала — достигается простота и доступность ремонта даже крупных повреждений лопасти в полевых условиях; — высокая стойкость лопастей практически ко всем видам агрессивных веществ, топливам, ядохимикатам, маслам и пр.; — стабильность летно-технических характеристик лопасти в процессе длительной эксплуатации в любых климатических условиях. Длительный опыт эксплуатации вертолетов с лопастями из КМ показал, что изменения механических свойств материала настолько незначительны, что они не влияют ни на летно-технические характеристики, ни на срок службы лопастей. На характеристики КМ в процессе эксплуатации оказывает влияние влажность.
ФОРМИРОВАНИЕ УПРУГО-МАССОВЫХ ХАРАКТЕРИСТИК ЛОПАСТИ НВ Узлы и агрегаты техники avia.pro |
|
||||||||||||||||||
|
|
||||||||||||||||||
|
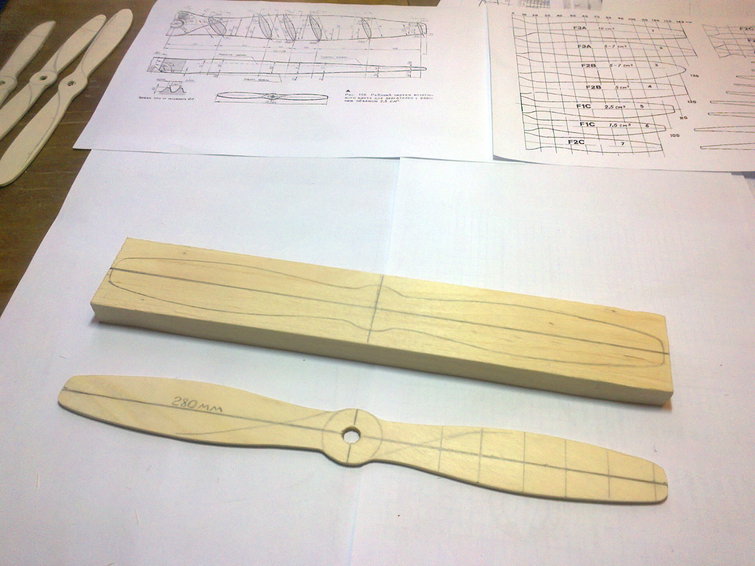 Винт будет из ольхи. Сначала вычерчиваем вид сверху, спомощу заранее заготовленого шаблона, диаметр винта 280мм.На заготовке просверлить центральное отверстие, под вал двигателя. С помощу лобзика http://www.parkflyer.ru/85266/blogs/view_entry/3947/ вырезаю заготовку.
Винт будет из ольхи. Сначала вычерчиваем вид сверху, спомощу заранее заготовленого шаблона, диаметр винта 280мм.На заготовке просверлить центральное отверстие, под вал двигателя. С помощу лобзика http://www.parkflyer.ru/85266/blogs/view_entry/3947/ вырезаю заготовку.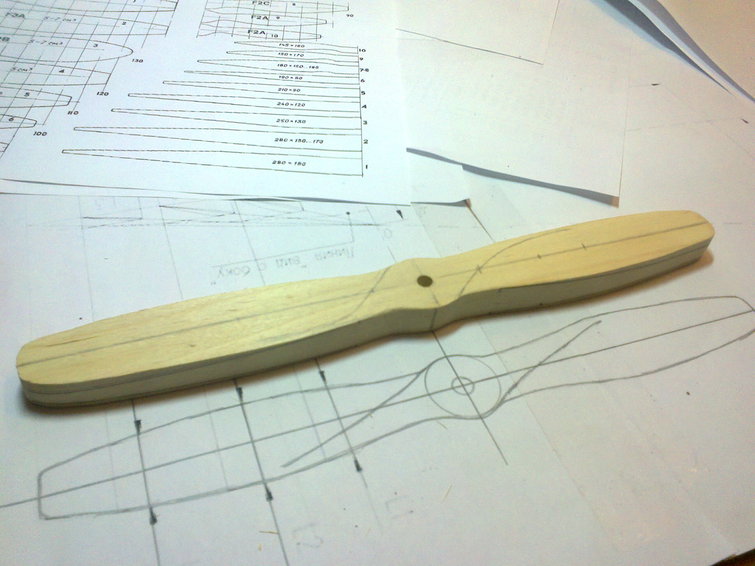 Рисую угол тангажа, тангаж это степень закручености лопасти винта, который влияет на силу тяги, рисую вид с боку, с чертежа.
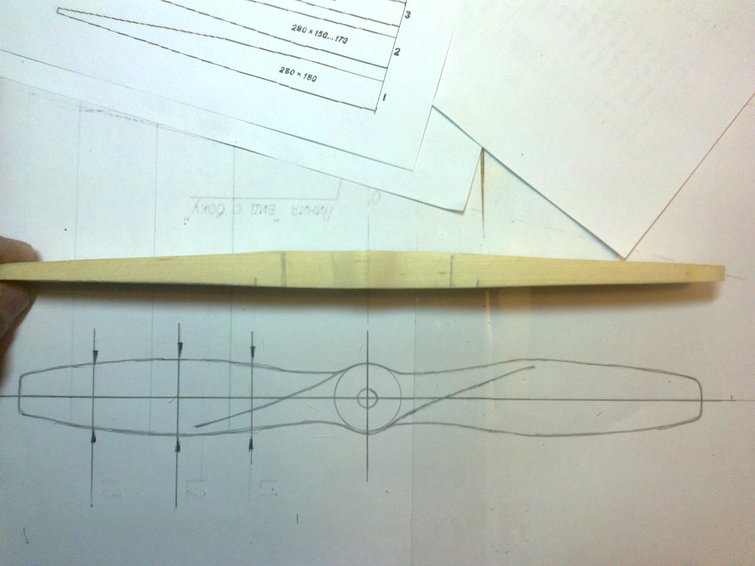
Рисую угол тангажа, тангаж это степень закручености лопасти винта, который влияет на силу тяги, рисую вид с боку, с чертежа.









 Пропеллер с двумя лопастями
Пропеллер с двумя лопастями 
 Каменная мельница с 8 лопастями
Каменная мельница с 8 лопастями 
 Бесшовная модель каменная мельница с 8 лопастями
Бесшовная модель каменная мельница с 8 лопастями 
 Шрайк Вцепившись лопасть пропеллера ретро
Шрайк Вцепившись лопасть пропеллера ретро 
 Пропеллер с тремя лопастями
Пропеллер с тремя лопастями 
 Бесшовная модель каменная мельница с 8 лопастями
Бесшовная модель каменная мельница с 8 лопастями 
 Пропеллер с четырьмя лопастями
Пропеллер с четырьмя лопастями ")