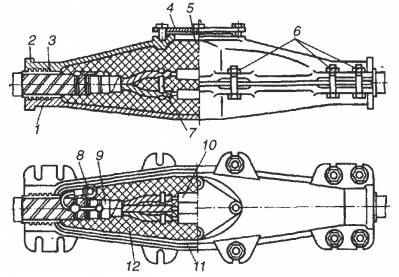
МОНТАЖ КОНДЕНСАТОРНЫХ МУФТ НА НИЗКОЧАСТОТНОМ КАБЕЛЕ. Монтаж муфтМонтаж кабельных муфт / Справка / EnergoboardОконцевание кабелей с целью их подключения к оборудованию выполняется с помощью концевых муфт; соединение отдельных кусков кабелей - с помощью соединительных кабельных муфт. Концевые муфты устанавливаются в начале и конце кабелей. Количество соединительных муфт на 1 км КЛ определяется строительной длиной кабеля. Муфты изготавливаются из различного материала. Основным требованием, предъявляемым к кабельной муфте, является надежность ее работы. Поэтому муфта должна быть герметичной, влагостойкой, обладать механической и электрической прочностью, стойкостью к воздействию окружающей среды. В наибольшей степени этим требованиям удовлетворяют муфты горячей (термоусаживаемые) и холодной усадки, применяемые для кабелей с любой изоляцией. Перед монтажом муфты конец кабеля разделывается. Операция разделки кабеля заключается в последовательном удалении с некоторым сдвигом всех слоев кабеля от наружной защитной оболочки до фазной изоляции токоведущей жилы (рис. 6 и 7). Размеры разделки зависят от напряжения, марки, сечения жил кабеля и приводятся в справочниках и монтажных инструкциях.
Термоусаживаемые муфты.Эти муфты используются при любом способе прокладки кабелей, надежны в эксплуатации (срок службы не менее 30 лет), характеризуются простотой монтажа (приблизительно 1 час для оконцевания и приблизительно 2 часа для соединения кабелей напряжением 6-10 кВ). Напряжение на КЛ может подаваться сразу же после монтажа муфты.
Широкий диапазон термоусадки позволяет использовать один типоразмер муфты для разных типов кабелей и сечений жил, что значительно сокращает складской запас муфт. Например, всего два типоразмера покрывают весь диапазон сечений кабелей, используемых в распределительных сетях напряжением 6-10 кВ (один типоразмер используется для сечений 70-120 мм, второй - для сечений 150-240 мм). Арматура термоусаживаемых муфт практически не подвергается старению и может складироваться неограниченно долго. Принцип термоусадки основан на технологии изготовления поперечно сшитых полимеров с пластической памятью формы. В комплект термоусаживаемой муфты входят элементы (трубки, манжеты, перчатки, шланги и другие), поставляемые в растянутом состоянии, что позволяет легко их надеть на элементы разделанного кабеля. При нагревании пропан-бутановой горелкой или строительным феном происходит усадка этих деталей и плотный охват элементов кабеля, чем создается, герметичная и механически прочная конструкция. Температура усадки составляет 120-150°С и не является опасной для изоляции кабеля. Надежную герметизацию обеспечивают специальные клеевые и мастичные герметики, нанесенные на внутренние поверхности элементов муфты. Одновременно с нагревом термоусаживаемых элементов происходит расплав и растекание герметизирующих материалов с заполнением всех пустот. Герметизирующие материалы за счет специальных добавок (ZnO) обладают полупроводящими свойствами и, следовательно, выравнивают электрическое поле. За счет этого полностью исключается причина разрядов в областях повышенной напряженности электрического поля (в контактных соединениях жил, на срезе экрана). Основные операции монтажа термоусаживаемой концевой муфты одножильного кабеля приведены на рис. 8. Монтаж концевой термоусаживаемой муфты трехжильного кабеля принципиально не отличается от монтажа муфты однофазного кабеля. В муфтах трехжильных кабелей используются термоусаживаемые перчатки, надеваемые на три фазные жилы разделанного кабеля.
Термоусаживаемая концевая муфта трехжильного кабеля приведена на рис. 9; термоусаживаемая муфта для соединения трехжильных кабелей - на рис. 10.
Основные операции монтажа термоусаживаемой муфты для соединения трехжильных кабелей приведены на рис. 11.
Рис. 3. 11. Монтаж термоусаживаемой соединительной муфты: а - усадка жильных трубок; б - намотка ленты-регулятора; в - усадка перчаток; г - соединение жил болтовыми соединителями с оборачиванием их пластинами регуляторами; д -усадка подкладных манжет; е - усадка изолирующих манжет; ж - усадка шланга; з - закрепление проводника заземления и обмотка экранной лентой; и - намотка ленты-герметика; к - усадка защитного кожуха Проводник заземления концевых муфт и проводник, обеспечивающий непрерывность цепи заземления, в соединительных муфтах монтируются с помощью системы непаянного заземления, поставляемого в комплекте муфты. Контактное соединение заземляющего проводника с металлической оболочкой (экраном) кабеля закрывается герметизирующей лентой, обеспечивающей защиту этого соединения от коррозии. Проводники заземления муфт выполняются гибким медным проводом. Сечения этих проводников должны быть не менее:
При монтаже термоусаживаемых муфт удается уйти от таких экологически вредных операций, как пайка при монтаже свинцовых муфт, битумное наполнение муфт. При термоусадке отсутствуют экологически опасные газовые выделения. Муфты холодной усадки.Эти муфты обладают всеми достоинствами термоусаживаемых муфт. Кроме того, монтаж муфты холодной усадки не требует операции нагрева, что позволяет сократить время монтажа такой муфты приблизительно в два раза по сравнению со временем монтажа термоусаживаемой муфты. Муфта холодной усадки состоит из EPDM-резины, предварительно натянутой на удаляемую при монтаже спираль. При удалении спиралевидного корда за специально оставленные с обеих сторон муфты свободные концы корда муфта легко усаживается, обеспечивая полную герметизацию кабеля. Толстые стенки муфты создают дополнительную защиту от механических воздействий. Кроме того, EPDM-резина устойчива к воздействию влаги, кислот, щелочей и ультрафиолетового излучения. Соединительная муфта холодной усадки для одножильного кабеля показана на рис. 12.
Основные операции монтажа такой соединительной муфты показаны на рис. 13.
Термоусаживаемые муфты и муфты холодной усадки сохраняют гибкость кабеля, не разрушаются при циклических температурных нагрузках и смещениях грунта при смене времен года. Продольное усилие на разрыв муфты составляет 60% от усилия на разрыв кабеля. Стопорные свойства таких муфт позволяют увеличить допустимую разность уровней кабельной трассы для кабелей с бумажной пропитанной изоляцией.
energoboard.ru Муфта соединительная. Особенности, применение и материал изготовления муфтДанная продукция является одной из разновидностей фитингов, с помощью которых скрепляются между собой отдельные элементы трубопровода. Очень важно, чтобы муфты соединительные делали систему надёжной и герметичной на длительный промежуток времени. От фитингов требуется также обеспечение фиксации всех деталей. При этом домашний мастер должен разбираться как в характеристиках элементов для соединения труб водопровода, так и в тонкостях их установки.  Монтаж трубопроводов невозможен без соединительных деталей — муфт, которые выпускаются для всех типов труб Особенности, применение и материал изготовления муфтПрименение фитингов в виде муфты соединительной позволяет быстро выполнить замену различных коммуникаций, когда возникнет аварийная ситуация или при плановом ремонте. Конструкция этих строительных элементов обеспечивает возможность проводить монтаж водопровода в ограниченном пространстве на протяжении короткого промежутка времени. Такой фитинг представляет собой небольшой длины трубу, на концы которой нанесена резьба. Рассмотрим особенности этих соединительных элементов на примере получивших широкое распространение муфт из поливинилхлорида. Их характеристики следующие:
Применяются муфты, также и при обустройстве различных ПНД-трубопроводов. Согласно технологическим требованиям, такая деталь должна быть изготовлена из аналогичного материала, в данном случае – из полиэтилена. ПНД – сырью присущи такие же прекрасные технические характеристики, как и поливинилхлориду. Данный фактор обусловил сопоставимую востребованность соединительных элементов, изготовленных из этих материалов.  Полиэтиленовые муфты прочны и устойчивы к различным негативным факторам Монтаж муфты из полиэтилена может выполняться в том же температурном диапазоне. Стоит также отметить экологическую чистоту данного изделия и его неподверженность воздействию различных агрессивных веществ. Важно! Проектирование и строительство сложных транспортных трубопроводов выполняется именно на основе ПНД-муфт. Большинство типов подобных изделий позволяют не использовать при обустройстве веток водоснабжения какие-либо специальные инструменты. Кроме того, они легко монтируются и стоят дёшево. Совокупность этих свойств обеспечила полиэтиленовым муфтам высокий уровень популярности на рынке стройматериалов. Из их других достоинств эксперты выделяют:
На рынке присутствуют также муфты полипропиленовые соединительные. Они бывают нескольких видов. Ниже представлены лишь наиболее широко применяемые модели.
 Полипропиленовая муфта с уплотнительной резинкой дает разборное, но герметичное соединение Разновидности фитинговКроме материалов изготовления, муфты отличаются по своим техническим характеристикам, но основным различием является способ монтажа. По этому показателю они бывают:
Рассмотрим каждый из этих видов несколько подробнее. Муфта компрессионная соединительная. Удобство использования – вот основное достоинство такой детали. Она фиксируется за счёт запрессовки специальной втулкой обжимного кольца. Такое техническое решение исключает вероятность раскручивания при вибрациях разного вида, а также гидроударах. Из преимуществ можно выделить:
 Компрессионная муфта — это простая конструкция, в которой герметичность обеспечивается уплотнительными кольцами и гайками Монтаж выполняется следующим образом:
Важно! Устанавливая компрессионный фитинг, гайку затягивайте без чрезмерных усилий. Это требование особенно актуально по отношению к пластиковому трубопроводу. Иначе труба может просто треснуть. Муфта обжимная. Сфера применения такого изделия – металлопластиковые системы водоснабжения. Необходимо отметить, что потребность в муфте соединительной обжимной возникает нечасто. Обусловлено это тем, что продажа «металлопластика» осуществляется многометровыми бухтами. Когда же обжимная деталь всё-таки понадобится, её монтаж выполняйте в следующем порядке:
Муфта приварная пластиковая. Вид пластика привносит отличия в процесс сборки водопровода. Коротко они формулируются так:
 Трубы ПВХ можно соединять клеевым методом, но в этом случае соединительная муфта все равно называется сварной Монтаж предполагает такую последовательность действий:
Полипропилен. Сварка фитинга выглядит так:
Муфта резьбовая. Такие фитинги применяются, как правило, для стальных трубопроводов. Инструкция по монтажу муфты резьбовой соединительной представлена ниже.
Важно! На заключительном этапе не забудьте подкрутить поджимающие гайки.  Резьбовые муфты разных типов используют при монтаже металлических трубопроводов Чугунная муфтаВ разговоре о муфтах соединительных это изделие нельзя обойти вниманием. Ведь элементы канализационных трубопроводов в большинстве домов советской постройки, которых на территории нашей страны осталось ещё превеликое множество, выполнены именно из чугуна. Поэтому следует знать особенности установки чугунной муфты соединительной. Например, для уплотнения стыка необходимо обеспечить доступ, как к самому фитингу, так и к трубе по всей окружности. А если канализация монтируется в непосредственной близости от стенки, придётся в стене выдолбить некоторый участок. Из других нюансов монтажа соединителей такого типа стоит выделить следующие моменты:
Муфты термоусаживаемыеПрименяют данные элементы при изоляции трубопроводов систем водоснабжения, имеющих сложный профиль. Муфта соединительная водопроводная термоусаживаемая служит в качестве двойной системой уплотнения, состоящей из неразъёмного фитинга, обладающего термоусадочными свойствами, и двух полиэтиленовых ввариваемых пробок. Кроме того, в её конструкцию входят две термоусадочные манжеты, предназначенные для изоляции двух переходных муфт.  Термоусадочные муфты предназначены для соединения и изоляции места стыка утепляющего слоя на трубах Благодаря своим техническим характеристикам подобная продукция нашла наибольшее применение в электротехнической отрасли. Из всех видов соединительных муфт, она наиболее эффективно и безопасно соединяет различные кабели. Отличительной особенностью термоусаживаемой муфты является возможность проведения процедуры соединения одновременно нескольких токопроводящих элементов, но только, если их диаметр практически одинаков. После того, как был налажено широкое производство продукции данного типа, современные предприятия стали отказываться от иных изделий, поскольку их установка не снижает показатель эластичности кабеля, а соединение полностью и достаточно надёжно защищено от нежелательного внешнего воздействия. Уж коль скоро речь зашла об электротехнической отрасли, коротко следует упомянуть о существовании соединительной муфты для металлорукава, служащего в качестве средства защиты кабелей и линий электропроводки в процессе их укладки и эксплуатации. Обратите внимание! С помощью такой детали можно не только соединять между собой два отрезка защитной конструкции, но и обеспечить их ввод в распределительные коробки. Следует также, знать, что ремонт соединительных муфт, используемых в электротехнике, возможен. Актуальность его проведения возникает в случае фиксирования различных пробоев изоляции токонесущей проводки. Но это уже тема отдельной статьи. trubamaster.ru "Видео-инструкция по монтажу муфты FLENDER N-EUPEX"На видео наглядно показаны все шаги необходимые для корректного монтажа муфты FLENDER N-EUPEX. Видео сопровождается комментариями на немецком и английском языках. Область применения упругих, упруго-торсионных, зубчатых, глухих и других типов муфт охватывает практически все машины и механизмы, промышленное оборудование и спецтехнику различных сфер деятельности. От правильного выбора и точности операции монтажа муфт зависит уровень и характер нагрузки механизмов, возможность выполнения возложенных на них функций, длительность межремонтного интервала, экономические и эксплуатационные показатели оборудования. При всех эксплуатационных преимуществах и надежности муфт Flender, гарантом их безупречной эксплуатации является правильная установка Сборка муфты и её последующий монтаж должен производиться в точном соответствии с инструкцией производителя, с соблюдением требований определенных для конкретного типа и модели. Вы можете наглядно посмотреть, как происходит монтаж муфты, видео представленное на нашем сайте подробно описывает процесс. Ниже мы остановимся на основных правилах монтажа касающихся большинства типа муфт. Основные функции муфтыОт того, насколько точно будет произведен монтаж муфт, зависит выполнение её основных функций:
В ряде случаев, применение высокотехнологичных муфт Flender позволяет уменьшить размеры привода. Применение гидродинамических муфт позволяет на 25-30% снизить потребляемую энергию, мощность двигателя и, соответственно финансовые затраты. Центровка валов перед монтажом муфтМонтаж соединительных муфт возможен лишь при определенных значения несоосности валов привода и исполнительного механизма. Поэтому необходимо произвести точную центровку валов, оценить прочность и расчетную нагрузку для правильного подбора муфт. От точности центровки валов зависит надежность и долговечность эксплуатации машин и механизмов. Чтобы произвести оценку прочности вала необходимо правильно учесть воспринимаемую расчетную нагрузку с учетом пиковых значений. Также необходимо учесть изменение абсолютных и относительных нагрузок различных уровней, их характер и величину. При центровке необходимо выполнить две основных операции:
Для правильного распределения нагрузок перед сборкой муфты, соединением полумуфт, валы соединяемых механизмов должны быть установлены в положении, при котором торцевые плоскости муфт будут параллельны в горизонтальной и вертикальной плоскостях. Оси валов должны быть точным продолжением без смещения. Линии валов должны быть выверены по уровню. Несоосность валов, радиальное или осевое смещение центрируемых осей относительно друг друга, имеют допустимые значения определяемый типом и конструкцией муфты. В инструкции по монтажу муфт от производителя точно указаны допустимые значения несоосности, которые нельзя превышать при монтаже. Несоосность зависит от компенсационной способности муфты – возможности компенсации неточности выверки соосности валов. Есть жесткие глухие муфты не допускающие угловых и боковых смещений. Их назначением является работа как общий вал механического соединения. Технологическая последовательность установки и центровки оборудования зависит от типа, размера и способа поставки. Центровка валов должна предваряться подготовительными операциями:
Сборка и соединение муфтПриведём некоторые основные особенности сборки различных типов муфт и основные правила соединения. Обязательно следует изучить каким образом должен быть произведён монтаж муфты, видео и инструкции позволяют подробно ознакомиться с процессом. Основные правила сборки:Проверка муфт на биение
Меры безопасности при монтаже муфтПри установке муфт необходимо соблюдать общие меры безопасности в соответствии с требованиями государственных норм охраны труда и инструкций предприятия. Обязательным является соблюдение требований производителя указанные в технической документации, перед проведением работ необходимо ознакомить персонал со всеми положениями. Особое внимание необходимо уделить правильной последовательности монтажа, соблюдению требований относительно несоосности и допускаемых зазоров, а также относительно нагрева поверхностей перед насадкой полумуфт. Персонал должен работать в защитной одежде, при нагреве и работе с горячими элементами необходима особая осторожность. fif-group.ru
mykonspekts.ru Монтаж кабельных муфт - ЭлектросервисмонтажЗаказать услугу
Компания "Электросервисмонтаж" выполняет монтаж кабельных муфт, а также иные виды электромонтажных работ, установку систем сигнализации, пожаротушения, эвакуации. Специалисты готовы провести качественный монтаж и настройку оборудования, обеспечить профессиональное техобслуживание всех структур. Услуги по монтажу кабельных муфт предполагают установку вспомогательных элементов для эффективной защиты кабельных линий и максимального продления их срока службы. Назначение и особенности монтажа кабельных муфт
Используются кабельные муфты и при прокладке новых кабельных линий. Согласно типу применения различают следующие виды муфт:
Различают типы муфт по параметрам, особенностям, устойчивости. Определяющим фактором при выборе подходящей муфты становится разновидность узла, тип изоляции кабеля. Порядок монтажа кабельных муфт
Использование кабельных муфт предупреждает механические повреждения линий, их контакт с влагой, пылью. Муфты образуют прочный герметичный слой, который будет обладать долгим сроком службы. При исключении сильных механических повреждений, оболочка сохранит целостность и эластичность минимум в течение 30 лет.
Нормы проведения монтажа кабельных муфтПрофессиональное обслуживание кабельных линий предполагает учет правил по безопасной работе с электроустановками. Специалист, осуществляющий монтаж кабельных муфт, должен обязательно обладать соответствующей категорией электрика и иметь достаточную квалификацию и опыт работы в данной сфере. Дополнительными условиями является проверка состояния кабелей, самих муфт. Применение термоусадочных оболочек разрешается исключительно для маслонаполненных кабелей, с изоляцией из ПВХ-пластиката, сшитого полиэтилена. Дополнительно учитываются требования производителя муфт по особенностям их эксплуатации и монтажа.
На каких объектах может потребоваться монтаж кабельных муфт?
Своевременный ремонт кабельных линий с использованием муфт также может проводиться на любом объекте. Применение защитных оболочек предупредит аварийные ситуации, выход из строя целой линии электроснабжения. Но для корректной защиты кабелей подбор муфт должен обязательно проводиться с учетом действующих правил и требований. www.esmontaj.ru МОНТАЖ КОНДЕНСАТОРНЫХ МУФТ НА НИЗКОЧАСТОТНОМ КАБЕЛЕБаза нормативной документации: www.complexdoc.ru 10.15.Для монтажа симметрирующих муфт должны применяться свинцовые муфты, показанные на рис. 11.1. При этом если по нормам трудоемкости или по практическому опыту известно, что в течение одного рабочего дня закончить монтаж невозможно, следует применять муфты с отрезными конусами или с продольным разрезом, чтобы на время перерыва муфта была запаяна. 10.16.При соединении четверок (пар) по заданным операторам скрещивания необходимо строго следить, чтобы отбор жил для сращивания начинался с конца стороны А, в противном случае эффект симметрирования не будет достигнут. 10.17.В процессе монтажа симметрирующей муфты спайщик обязан после сращивания каждой четверки или экранированной пары записать в паспорт на монтируемую муфту фактически выполненный им оператор скрещивания (форма 8.2). Паспорт составляется в двух экземплярах, из которых первый следует уложить в муфту (при упаковке сростка), а второй сдать руководителю монтажных работ. 10.18.После сращивания всех жил, но до запайки муфты следует произвести проверку правильности соединения путем прозвонки. Результаты прозвонки должны быть зафиксированы в протоколе по форме 22.7. По результатам прозвонки определяется фактически выполненный оператор, его соответствие заданному, а также результирующий оператор, если на прозваниваемом отрезке имеется несколько муфт, в которых производилось скрещивание. 10.19.Запайка муфты, заливка защитной муфты, установка замерного столбика (фиксация места расположения муфты) и засыпка котлована должны производиться так же, как при монтаже прямой муфты. 10.20.Сращивание жил в конденсаторных муфтах низкочастотных кабелей производится либо напрямую (т.е. цвет в цвет), либо со скрещиванием по операторам, выбранным симметрировщиком на основании результатов измерений емкостных связей и емкостной асимметрии в полушагах симметрирования (см. табл. 10.1) с подключением, при необходимости, конденсаторов типа КТИ. 10.21.До установки симметрирующих конденсаторов в муфту следует проверить их электрическое сопротивление изоляции и электрическую прочность; эти характеристики должны соответствовать требованиям ГОСТ. 311 База нормативной документации: www.complexdoc.ru 10.22. В зависимости от электрических параметров кабеля симметрировщиком могут быть заданы спайщику следующие схемы включения конденсаторов в четверку: а) между жилами разных пар в четверке по схеме рис. 10.6,а; б) между жилами и оболочкой кабеля («на землю») (рис. 10.6,б). Емкость конденсаторов, подлежащих включению, определяется симметрировщиком. Счет (нумерация) жил, между которыми включаются конденсаторы, должен вестись на кабеле стороны А. 10.23. В процессе подбора необходимых емкостей конденсаторы предварительно подключают холодной скруткой к временно соединенным жилам и только после измерений результатов симметрирования припаивают к скрутке жил напостоянно. Рис. 10.6. Схема включения конденсаторов: а- между жилами; б - между жилами и оболочкой («на землю») 10.24.При включении конденсаторов между жилами внутри четверки по схеме рис. 10.6,а каждый вывод конденсатора следует пропустить сквозь изолирующую гильзу той жилы, к которой он должен быть подключен. Конец выводного проводника необходимо зачистить, навить на скрутку заподлицо с ней (излишнюю длину удалить) и пропаять в стаканчиковом паяльнике как обычную скрутку. 10.25.При включении конденсаторов по схеме рис. 10.6,б один вывод конденсатора следует припаять к жиле, а второй - к оболочке (т.е. «на землю»). Вторые выводы конденсаторов, включаемых между жилами и оболочкой, следует собрать вместе и группами по несколько штук припаять к «земляной шине», которая представляет собой отрезок медной залуженной проволоки диаметром 1,2 мм. Концы этой проволоки должны быть намотаны двумя-тремявитками на оболочку на расстоянии 5 - 8 мм от места ее среза и припаяны к ней. 312 База нормативной документации: www.complexdoc.ru На кабеле в алюминиевой оболочке концы проволоки следует поместить между свинцовым конусом и свинцовым цилиндром сборной муфты (см. рис. 8.19,в). 10.26. Упаковка конденсаторной муфты должна выполняться следующим образом. Собранный и уложенный сросток сердечника до укладки конденсаторов обмотать двумя слоями кабельной бумаги. Все включенные конденсаторы уложить рядами вокруг сростка и перевязать нитками. Общий вид сростка конденсаторной муфты показан на рис. 10.7. Рис. 10.7. Конденсаторная муфта 10.27.Обмотать сросток двумя слоями ленты из кабельной бумаги, между которыми уложить заполненный первый экземпляр паспорта сложной муфты (форма 8.2). Второй экземпляр паспорта сдать руководителю монтажных работ. 10.28.До запайки муфты должна быть сделана прозвонка смонтированного шага изаполнен протокол прозвонки (форма 22.7). 10.29.Сращивание металлической оболочки, установка и заливка защитной муфты, фиксация места ее расположения, установка замерного столбика и засыпка котлована производятся так же, как при монтаже прямой муфты. СРАЩИВАНИЕ НИЗКОЧАСТОТНЫХ ЭКРАНИРОВАННЫХ ПАР И ЧЕТВЕРОК10.30.Сращивание низкочастотных экранированных пар (четверок) должно осуществляться таким образом, чтобы на всем протяжении цепи между оконечными устройствами сохранялась электрическая непрерывность экрана. 10.31.На расстоянии 2 - 4 мм от места среза оболочки кабеля наложить бандаж из ниток на внешний слой бумаги, которым покрыт экран. Затем поочередно размотать и отогнуть внешний слой бумаги, экранные ленты и внутренний слой бумаги. 313 База нормативной документации: www.complexdoc.ru 10.32.Сращивание жил экранированных пар выполнить в соответствии с требованиями, изложенными в п. 10.10 (для неэкранированных групп). 10.33.Сросток экранированной пары (четверки) поверх изолирующих гильз плотно обмотать лентой из кабельной бумаги. 10.34.Ранее размотанную ленту металлизированной бумаги плотно намотать на сросток; при намотке экранной ленты необходимо следить, чтобы витки ложились сперекрытием и без просветов между витками. В месте сростка экранов обоих концов кабеля, на расстоянии не менее трех витков, ленты должны быть намотаны так, чтобы был обеспечен плотный контакт между ними, для чего нижнюю ленту следует перевернуть металлизированной стороной вверх. 10.35.Между нижним и верхним слоями металлизированных лент в месте контакта следует плотно намотать три-четыревитка медной луженой проволоки диаметром 0,7 - 0,9 мм. Концы проволоки скрутить и вывестииз-подвитков экранных лент. 10.36.При наличии в экране медной проволоки концы ее следует использовать для намотки двух-трехвитков между нижним и верхним слоями металлизированной бумаги (взамен проволоки, предусмотренной в п.10.35), затем скрутить, пропаять и вывестииз-подвитков экранных лент. Сросток экрана закрепить бандажом из ниток. 10.37.Симметрирующие конденсаторы при сращивании экранированных пар (четверок) следует подключать одним выводным проводником к жиле так, как это изложено в п. 10.24; конденсатор прикрепить ниткой поверх изоляции данной пары так, чтобы он находился на расстоянии 30 мм от конца гильзы. Затем обмотать пару вместе с конденсатором ранее снятой лентой кабельной бумаги. Второй вывод конденсатора выпустить между витками обмотки. Ранее размотанные экранные ленты намотать поверх кабельной бумаги так, как это изложено в п.10.34; свободный вывод от конденсатора припаять к концу медной или экранной проволоки (рис.10.8), выпущенныйиз-подэкранных лент (см. п.10.35 -10.36). Рис. 10.8. Включение конденсаторов в экранированные четверки низкочастотного» кабеля: 314 studfiles.net Монтаж кабельных муфт | Бесплатные дипломные работы на DIPLOMKA.NETМонтаж кабельных муфтТехнология монтажа соединительных эпоксидных муфтТехнология монтажа соединительных эпоксидных муфт состоит из нескольких последовательно выполняемых операций. Подготовленные полумуфты покрывают чистым материалом. На концы кабелей надевают резиновые уплотнительные кольца, в которых на предприятии-изготовителе выполняют кольцевые надрезы, позволяющие увеличивать внутренний диаметр кольца удалением лишней части. После этого монтируют соединительные гильзы, устанавливают эпоксидные распорные звездочки в местах перехода с криволинейной части жилы на прямолинейную и закрепляют их бандажом из сухих и чистых ниток. Оболочку до резинового уплотнительного кольца зачищают щеткой и обезжиривают бензином. Поливинилхлоридный шланг небронированного кабеля ААШв обрабатывают плоским драчевым напильником на длине 20 мм от среза шланга и покрывают клеем ПЭД-Б. Резиновые уплотнительные кольца сдвигают так, чтобы они находились на расстоянии 10 мм от среза оболочки, и зажимают хомутом. На ступени брони до диаметра, равного внутреннему размеру горловины муфты, выполняют кольцевую подмотку поливинилхлоридной лентой шириной 20 мм. Обе половины муфты сдвигают на место и окончательно устанавливают в рабочее положение. Для предохранения от вытекания при заливке компаунда в местах ввода кабелей в муфтах делают дополнительную подмотку из поливинилхлоридной ленты с заходом 30 мм на наружную поверхность полумуфт. Щели между полумуфтами в месте их стыкования уплотняют герметиком УС-65. Провода заземления соединяют опрессованием. На место соединения проводов накладывают трехслойную подмотку из поливинилхлоридной ленты с заходом на изоляцию (трубку). Провод заземления укладывают вдоль корпуса муфты и закрепляют бандажом. Эпоксидный компаунд заливают в корпус муфты непрерывной струей шириной 10—15 мм по лотку с переходом струи на стенку корпуса. Компаунд заливают в два приема: сначала — на 2/3 объема корпуса, затем, — через 10 мин после первой заливки,—до полного заполнения литника. По мере усадки муфту доливают. Технология монтажа соединительных чугунных муфтКабели напряжением до 10 кВ соединяют чугунными (до 1 кВ), эпоксидными (до 1 и 6—10 кВ) и свинцовыми (6—10 кВ) муфтами. Чугунные соединительные муфты СЧ (рисунок 1) состоят из нижней 7 и верхней 2 половин корпуса. Фарфоровые распорки 1 обеспечивают необходимые изоляционные расстояния между жилами кабеля и соединительными гильзами 10. Кабельный состав 12 служит основной изоляцией в муфтах. Подмотку 3 из смоляной ленты делают на участках кабеля длиной 100 мм в местах соприкосновения горловины муфты с кабелем. В нижнюю половину корпуса муфты симметрично стенкам укладывают разделку и заполняют паз уплотнителем 11. К контактным площадкам нижней половины муфты болтами 8 присоединяют провод заземления 9. На нижнюю часть корпуса накладывают верхнюю часть и соединяют их болтами 6, затягивая их равномерно. Огнем газовой горелки подогревают корпус муфты до 50—60° С и в три-четыре приема заливают ее битумным составом. При первом заполнении покрывают составом всю поверхность разделки кабеля в муфте, после усадки ее заполняют до верха, а затем окончательно доливают 1—2 раза. После остывания битумного состава заливочное отверстие 5 закрывают крышкой 4, предварительно уложив в канавку прокладку из резины или пеньки. Болты и швы муфты покрывают антикоррозийным составом. Технология монтажа термоусаживаемых муфтПеред началом монтажа: – Проверить по комплектовочной ведомости наличие деталей в комплекте, соответствие комплекта сечению соединяемого кабеля; – Подготовить рабочее место и необходимые инструменты и приспособления; – Проверить бумажную изоляцию на влажность. Процесс монтажа должен быть непрерывным до полного его окончания. В процессе монтажа следует соблюдать чистоту рук и инструментов и выполнять все мероприятия, предупреждающие попадание пыли и влаги в муфту. Поверхности металлических оболочек бронелент или шланга кабеля, предназначено для контакта с герметиком, должны быть обезжирены, зачищены напильником или наждачной бумагой и еще раз обезжирены. Усадку термоусаживаемых изделий производить предпочтительно газовой горелкой. Допускается применение паяльной лампы. Поверхности усаженных трубок или перчаток должны быть гладкими, без морщин и вздутий. Ленту клей-расплава наматывать на прогретые до 70-80 градусов Цельсия поверхности. Намотку выполнять в один слой с 50 - процентным перекрытием без натяга. При намотке ленту герметика “В” необходимо вытягивать не менее чем на 50 процентов по ширине. При таком вытягивании ленты после намотки герметик превращается в монолит, герметично соединенный с элементами муфты. Нанесение герметика “В” при температуре ниже нуля градусов Цельсия проводится после нагрева его до + 20 градусов Цельсия пламенем горелки. Процесс монтажа: Сmn 10-35/50 Распрямить концы соединяемых кабелей на длине не менее 1500 мм. Уложить внахлест. На расстоянии 619 мм от середины нахлестнутых концов кабелей поверх защитного покрова соединяемых кабелей наложить бандаж из 2-3 витков проволоки. Надеть на конец одного из соединяемых кабелей трубку для восстановления оболочки и защитный кожух. Сдвинуть трубки на время монтажа вдоль кабеля за бандаж или кольцевой надрез по шлангу, предварительно надев на кабель полиэтиленовую трубу от упаковки вышеупомянутых трубок. Удалить защитный покров кабеля с бронеленты. Облудить бронеленты и металлическую оболочку кабеля. Произвести дальнейшую разделку в соответствии с размерами. Надеть трубку-экран на каждый конец кабеля. Развести жилы одного из соединяемых кабелей по шаблону или вручную через палец. Радиус изгиба жил - не менее 10-кратной высоты сектора или диаметра жилы по изоляции. Закрепить концы фазной изоляции бандажом из ленты ПВХ (липкой). Надвинуть трубку-экран на подмотку в “корешке” разделки кабеля. Нижний конец ее должен заходить не менее чем на 20 мм на чистую поверхность оболочки кабеля. Усадить трубку-экран, начиная сверху. После усадки трубка-экран должна иметь вид конуса с раструбом вверх. Выдавливание герметика из-под трубки-экрана не допускается. Поверх трубки намотать ленту клея-расплава с заходом на оболочку, не доходя до края брони на расстояние 50 мм. Таблица 3 – Расход герметика Надеть на конец разделанного кабеля термоусаживаемую перчатку до упора в изолированный “корешок” разделки кабеля. Усадить перчатку в последовательности. Тоже выполнить на втором конце кабеля. Намотать на “пальцы” перчатки на цилиндрическую часть перчатки ленту клея-расплава. Надеть на каждую жилу маслоотделительную трубку до упора в “корешок” разделки кабеля. Из герметика “В” сделать конусный вкладыш и тщательно затолкать его в “корешок” разделки кабеля. Герметиком “В” выполнить подмотку поверх вкладышей и поясной изоляции с заходом на оболочку на 20 мм. Затем, от края предыдущей подмотки, обмотать оболочку на длине 40 мм лентой клея-расплава. Надеть на каждую жилу кабеля трубку для изолирования жил до упора в основание “пальцев” перчатки. Уложить попарно концы соединяемых жил внахлест. Нанести риски на каждую жилу, обрезать жилы. С конца каждой жилы обоих кабелей снять изоляцию на длина, равной длине гильзы, до внутренней перегородки или половины длины гильз без перегородок. Надеть на каждую жилу одного из соединяемых кабелей трубку для изоляции гильзы белого цвета. Сдвинуть трубки к основанию “пальцев” перчатки. Ввести зачищенные концы жил в гильзы, подобрать винты, соответствующие сечению кабеля и плавно, без резких движений затянуть винты до срыва головок. Выступы от винтов зачистить напильником до уровня поверхности гильзы. Обезжирить гильзы и прилегающие к ним участки трубок на длине 55 мм. На подготовленные поверхности гильз и трубок намотать с натягом в один слой герметик “В”. Заполнить герметиком пустоты между гильзой, трубками и жилой для плавного перехода конца гильзы до изоляционных трубок. Пальцами придать герметику гладкий вид. По концам герметика намотать ленту клея-расплава на длине 46 мм. Надвинуть на каждую гильзу изоляционную трубку белого цвета, установить их по центру гильз, усадить трубки, начиная с середины. Раздвинуть жилы между собой так, чтобы между ними вошла распорка. Снять бумагу с заполнителей и вставить их между соседними жилами так, чтобы плоская большая сторона заполнителя была обращена наружу. Выполнить бандаж муфты лентами герметика “С” в местах концов трубок для изоляции гильз. Намотать на клейкую поверхность заполнителя ленту ПВХ с натягом и 50-процентным перекрытием. Надвинуть трубку для восстановления оболочки, разместить ее симметрично относительно центра муфты и усадить, начиная с середины. Поверх усаженной трубки для восстановления оболочки произвести подмотку алюминиевой лентой. Распустить конец заземляющего провода на длине 50-60 мм и закрепить его бандажами из 2-х - 3-х витков проволоки. Надвинуть трубу-кожух по центру собранной муфты. Монтаж муфты закончен. Дайте муфте остыть прежде, чем подвергнуть какому-либо механическому воздействию. diplomka.net |
|
||||||||||||||||||
|
|
||||||||||||||||||
|

 Кабельные муфты предназначены для защиты внутренних и внешних линий электроснабжения от негативных воздействий. Наличие вспомогательных оболочек исключает контакт оголенных кабелей с влагой, пылью, предупреждает травматизм сотрудников организации и аварийные ситуации. Монтаж элементов выполняется в местах пробоя кабелей и позволяет в дальнейшем исключить опасность нахождения рядом с поврежденными участками.
Кабельные муфты предназначены для защиты внутренних и внешних линий электроснабжения от негативных воздействий. Наличие вспомогательных оболочек исключает контакт оголенных кабелей с влагой, пылью, предупреждает травматизм сотрудников организации и аварийные ситуации. Монтаж элементов выполняется в местах пробоя кабелей и позволяет в дальнейшем исключить опасность нахождения рядом с поврежденными участками. При соединении и защите новых кабельных линий первоначально мастерами изучается схема их расположения, подключения. Если выполняется ремонт кабельных линий, то специалисты в первую очередь определяют место повреждения кабеля (место пробоя), а затем проводят монтаж муфт согласно следующей схеме.
При соединении и защите новых кабельных линий первоначально мастерами изучается схема их расположения, подключения. Если выполняется ремонт кабельных линий, то специалисты в первую очередь определяют место повреждения кабеля (место пробоя), а затем проводят монтаж муфт согласно следующей схеме.






 Проведение монтажа кабельных муфт необходимо при обустройстве нового здания, подведении и прокладке кабельных систем. Качественная защита позволит предупредить проблемы с подачей электроэнергии в строении и защитит линию от негативных внешних воздействий. Обязательным является монтаж муфт при оснащении:
Проведение монтажа кабельных муфт необходимо при обустройстве нового здания, подведении и прокладке кабельных систем. Качественная защита позволит предупредить проблемы с подачей электроэнергии в строении и защитит линию от негативных внешних воздействий. Обязательным является монтаж муфт при оснащении: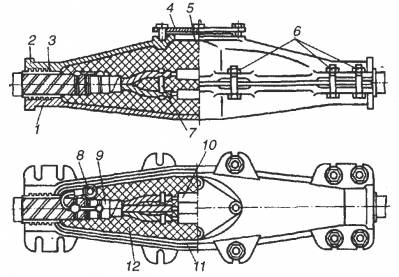 Рисунок 1 – Соединительная муфта СЧ
Рисунок 1 – Соединительная муфта СЧ